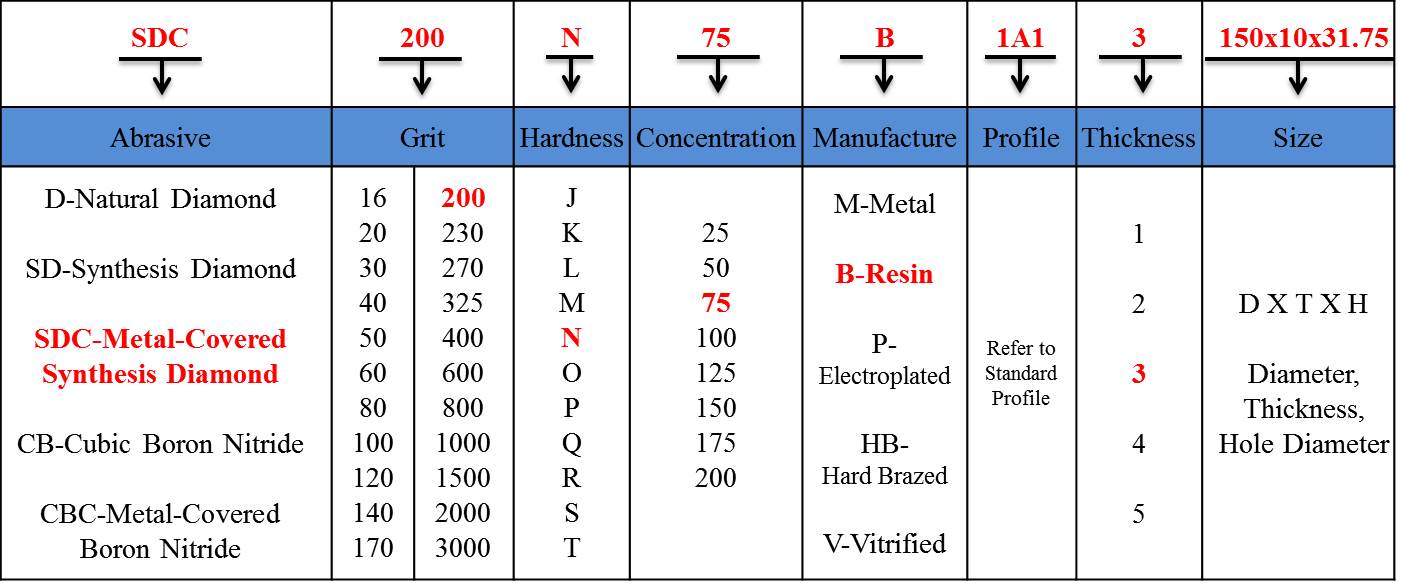
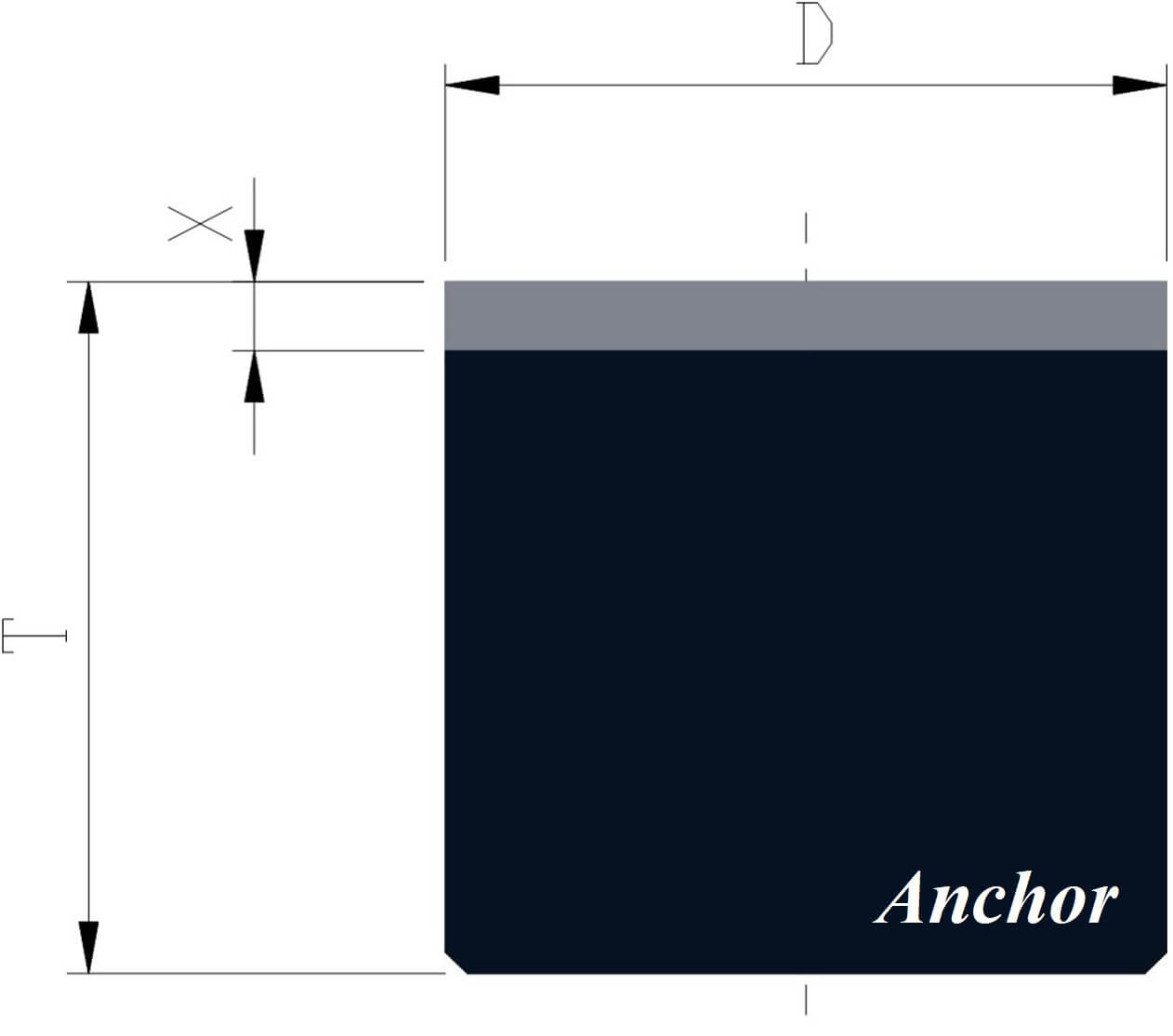
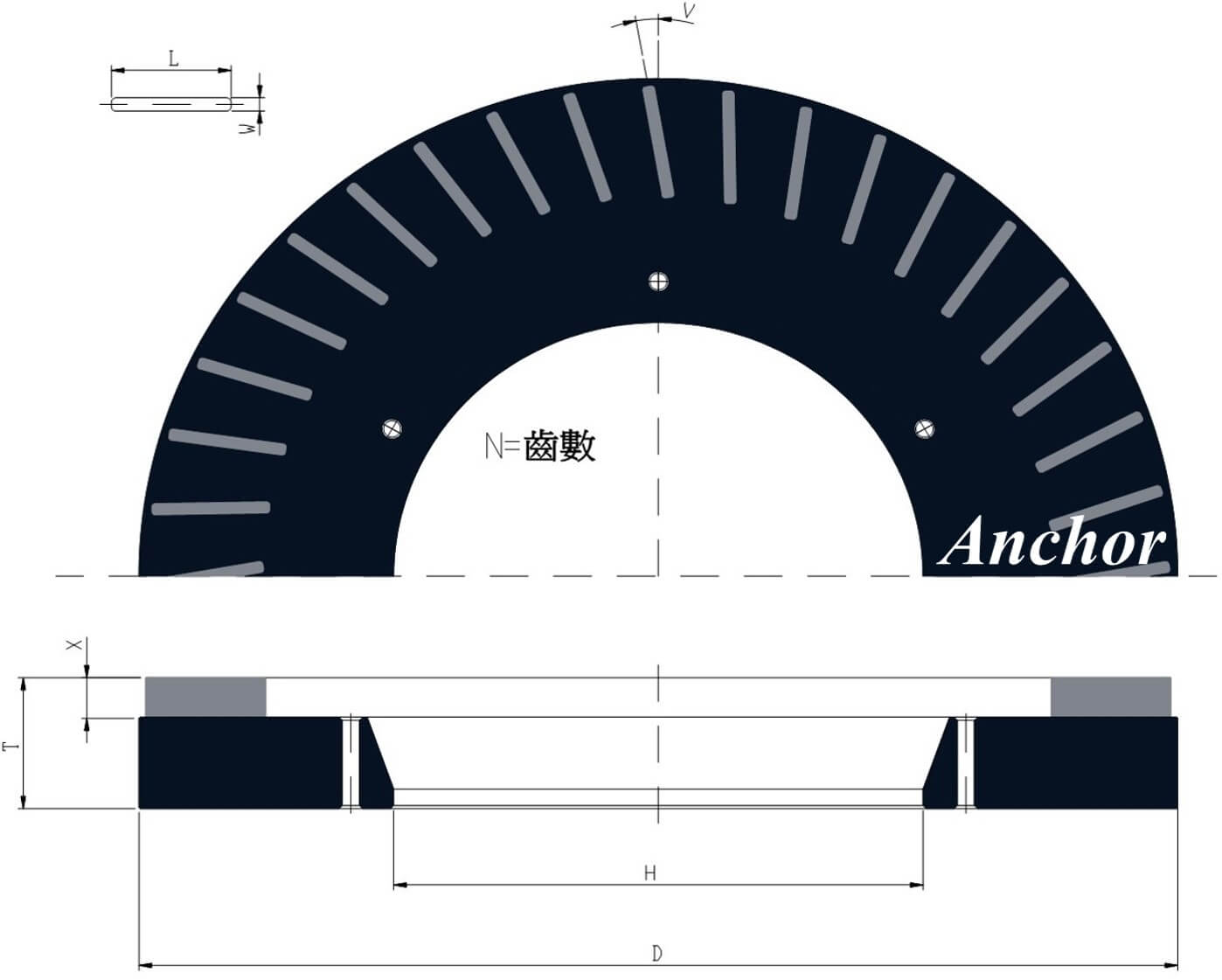
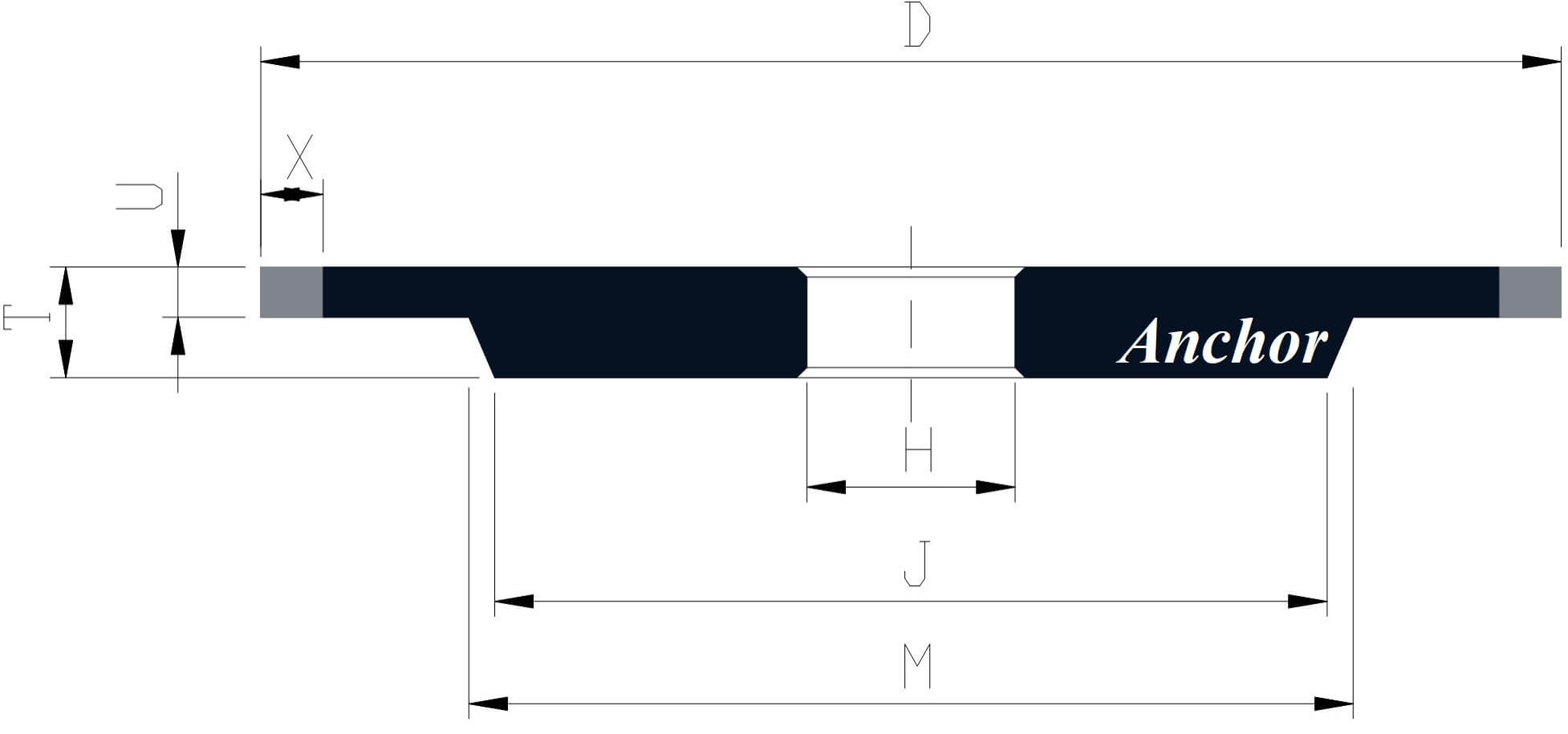
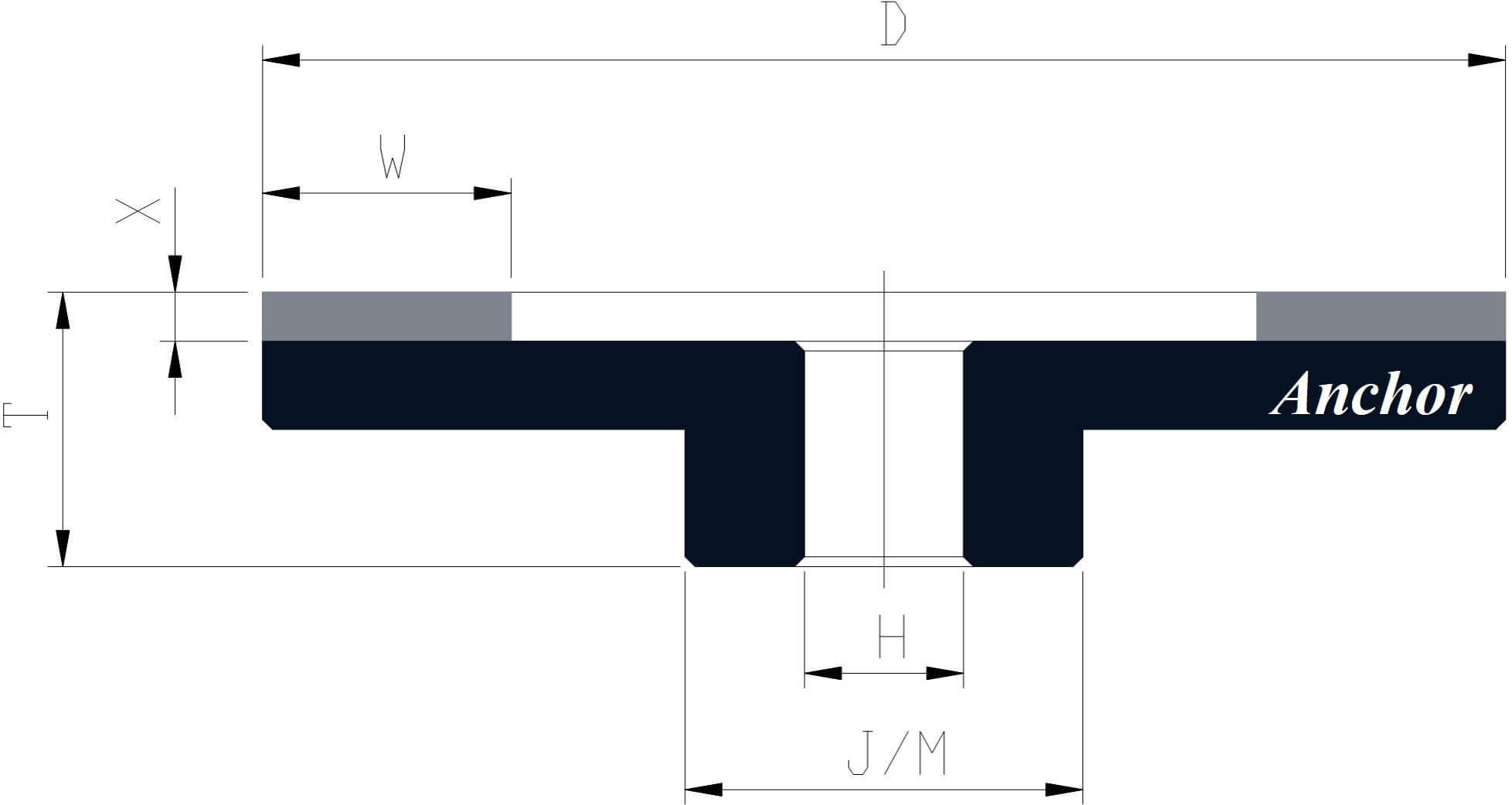
The use of a bonding will fix diamond powder (or CBN powder) which is a summary of diamond abrasion wheel and diamond grinding wheel.The grinding tools made by diamond and CBN abrasives.
(A)If Diamond and CBN Wheel want to exert fully excellent features, be noticed for the use:
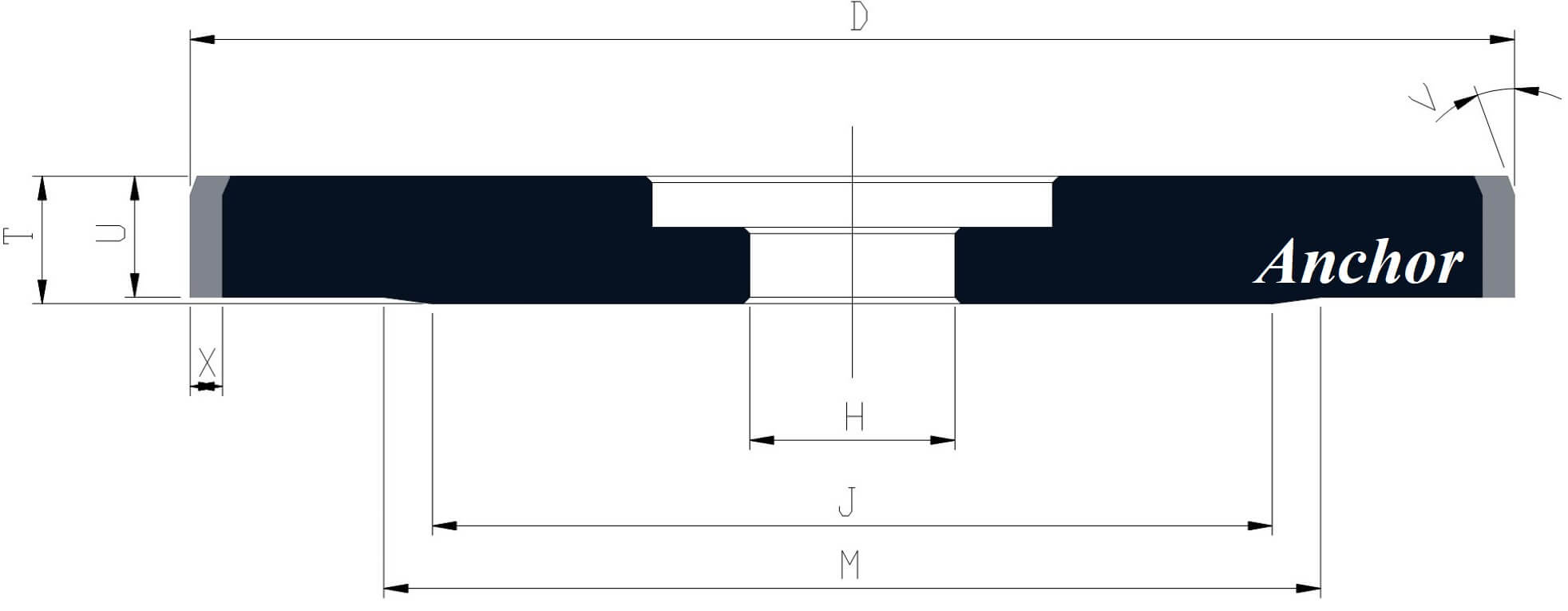
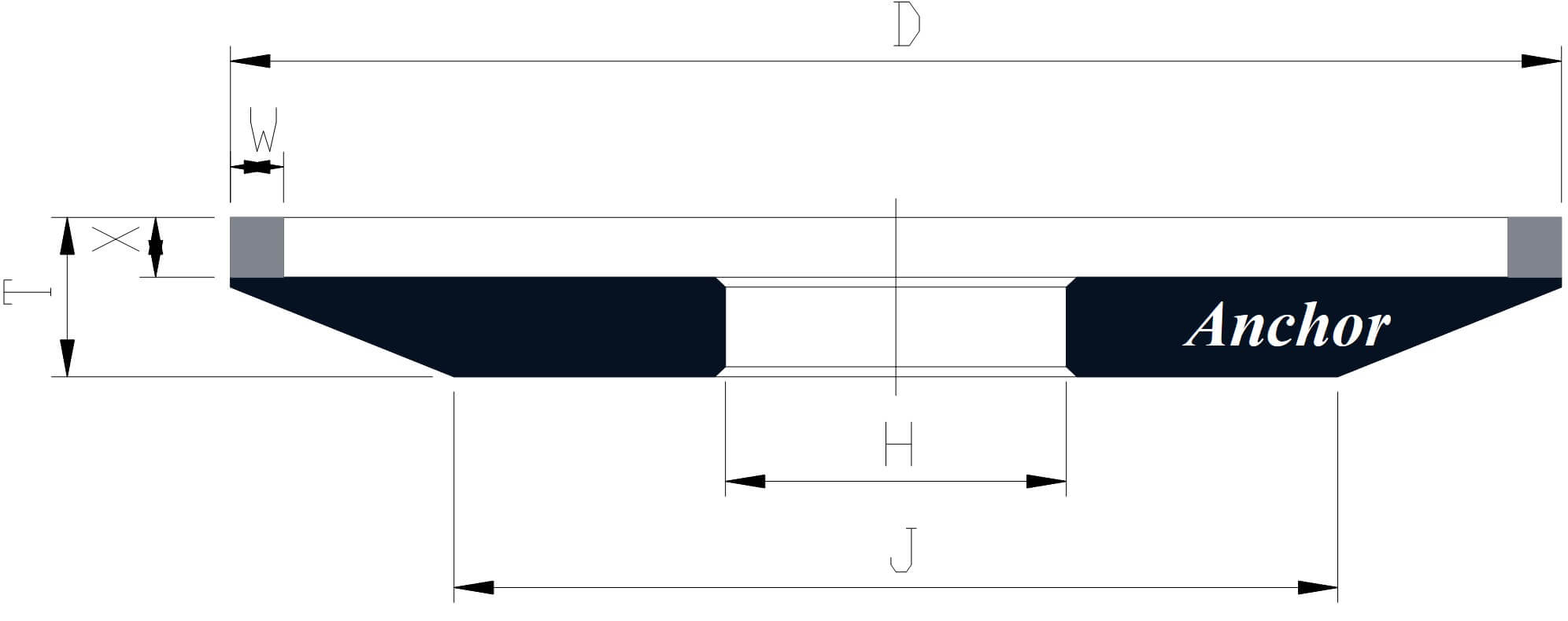
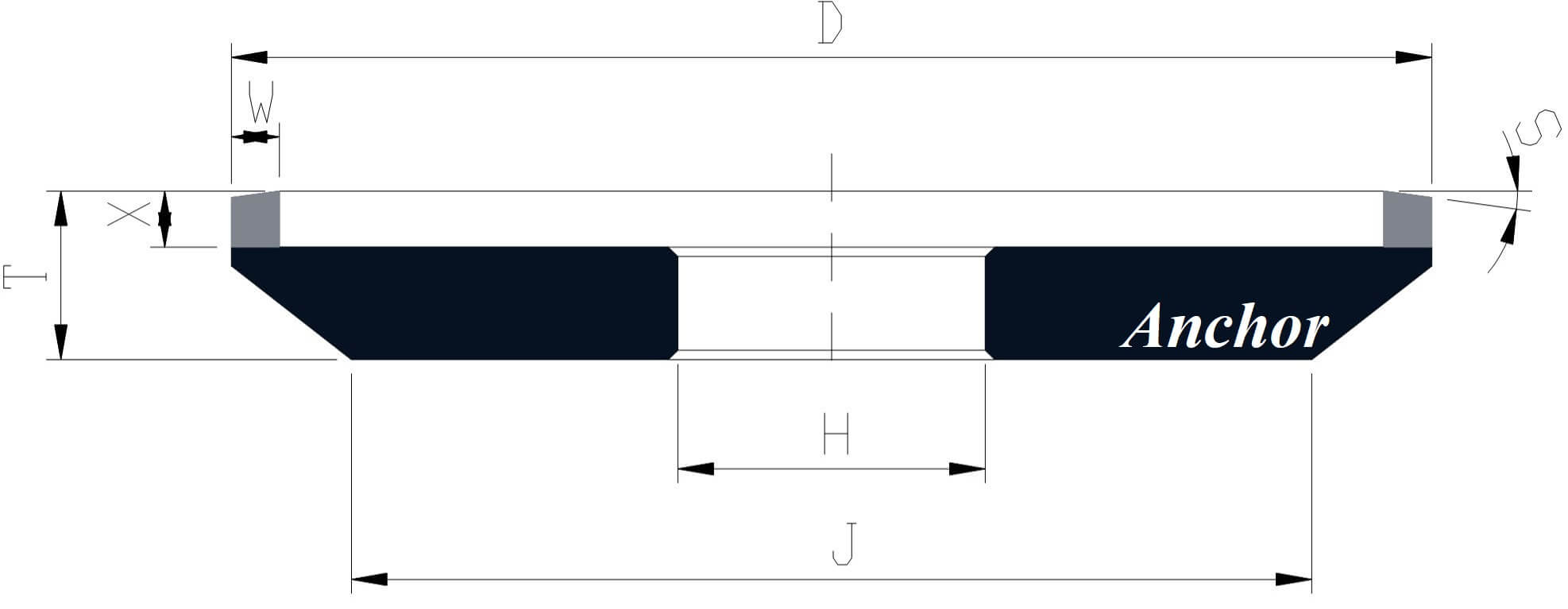
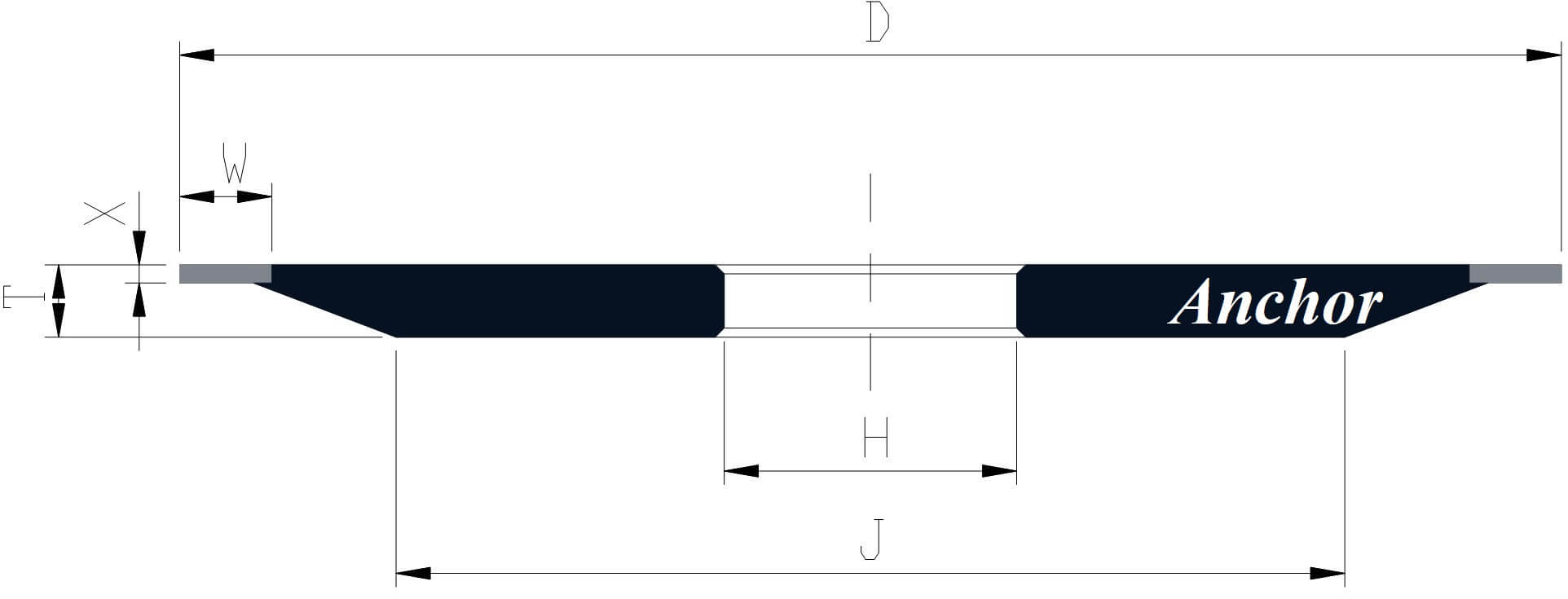
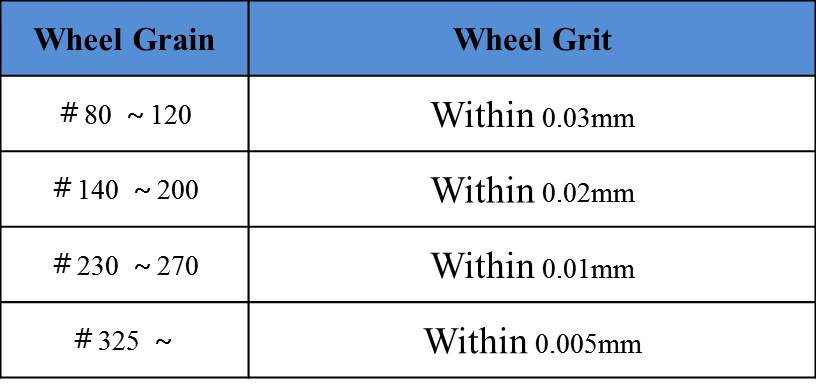
a.Mechanical Part (1) Precision mandrel (2) Excellent machine rigidity (3) Sufficient working horsepower (4) Suitable wheel speed, crossing speed and in-feed b.Wheel Installation (1) Wheel hole and mechanical mandrel are compatible with H6. (2) The peripheral run-out of wheel within 0.01mm. The surface run-out of wheel within 0.02mm. (3) True roundness
(B)Truing and Dressing
Truing To restore concentricity and square the face, or impress upon it some form.
Dressing Dressing is definitely a treatment of a wheel face to restore or change its cutting action and any truing or sharpening of the face is purely coincidental.
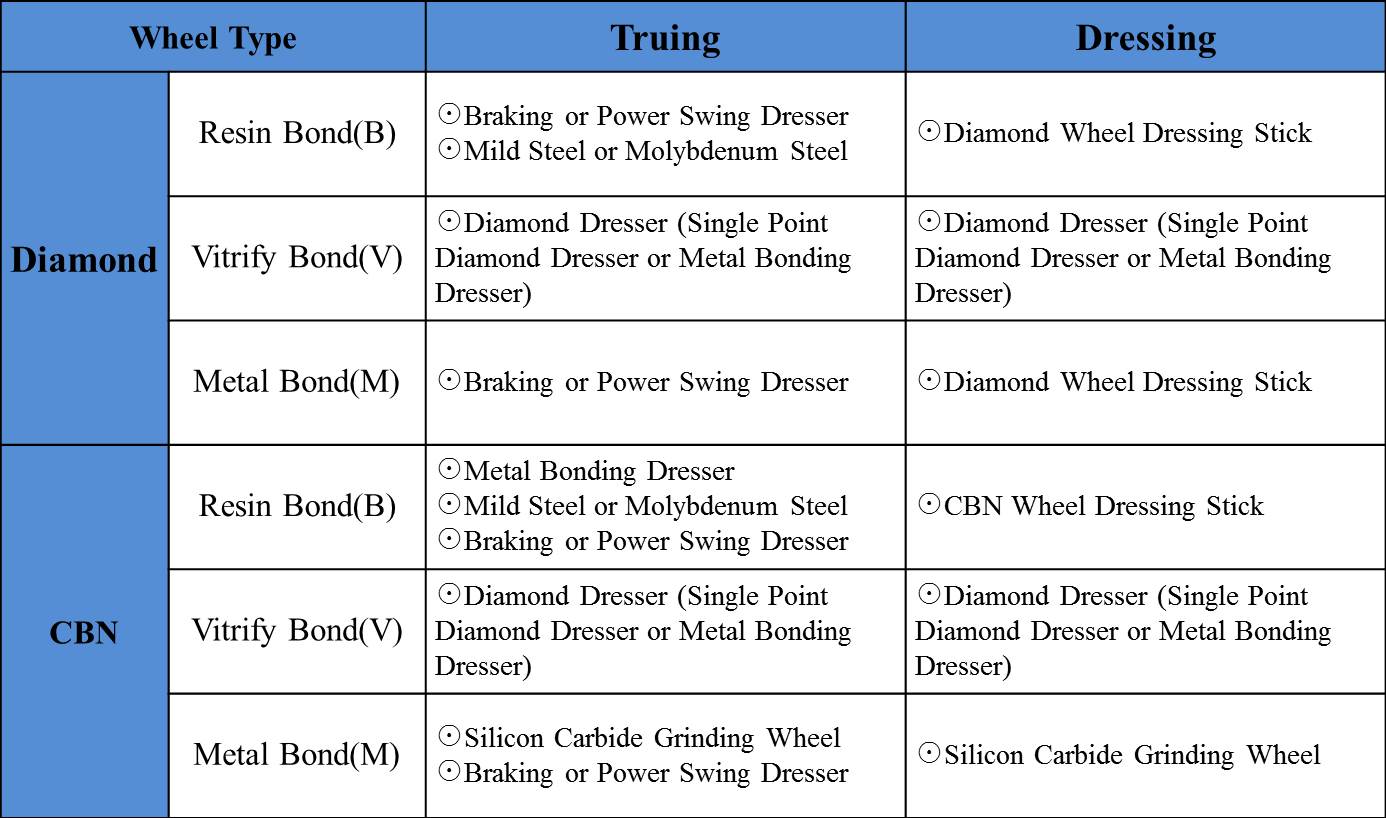
(C)Truing and Dressing Recommendation
(D)Coolant
Wet grinding is adopted within the possible range (If it cannot help, a spray or air will be blew and delivered.) because coolant will have a lot of influence on the roughness of grinding surface, surface precision, wheel sharpness and wheel life.