





- 一、適用:銑刀、鑽頭、鉸刀等切削工具的研磨。
- 二、研磨部位:包括端面、周面、斷屑槽溝、斜面、孔穴等加工研磨。
- 三、使用CBN砂輪研磨高速鋼材質刀具的特點:
- 1.壽命長、高磨削比,拉長整形、修整之間隔時間。
- 2.形狀不易變形,尺寸精度高。
- 3.銳利度好、不易發生燒焦、磨削裂痕等現象。
- 4.可作重磨削、深切緩進磨削,降低整體成本。

MMW系列:(金屬法結合劑)
極優異切削性與散熱性,適合大量深切緩進。 建議砂輪鑽石層厚度8mm(含以上)加工。 適用加工部位:FLUTE。
HBMW系列:(Polyimide結合劑)
優異切削力與形狀保持力,砂輪耐用性佳。 建議砂輪鑽石層厚度6mm(含以上)加工。 適用加工部位:FLUTE。
BMW系列:(樹脂法結合劑)
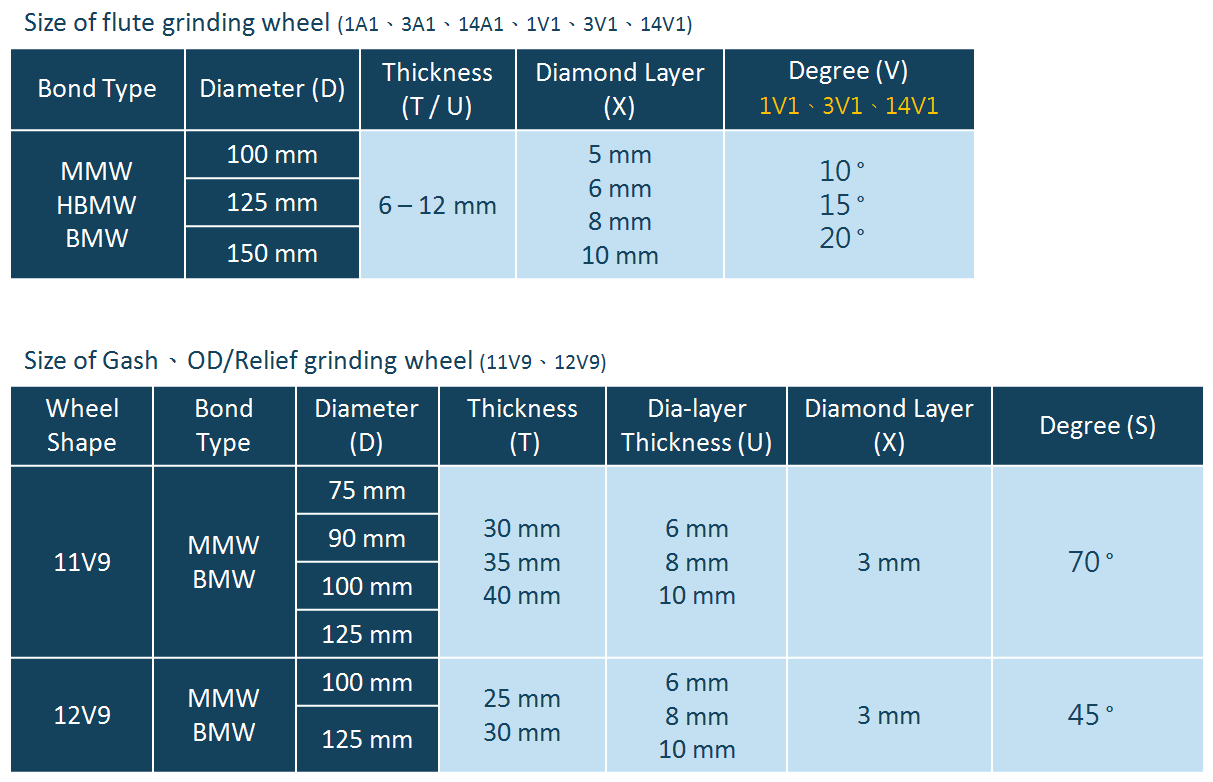
良好切削性能表現,經濟實惠。 建議鑽石層厚度6mm以下較小尺寸加工。 適用加工部位:FLUTE、OD/RELIEF、GASH 常見形緣與尺寸 1A1、1V1、3A1、3V1、14A1、14V1 、11V9、12V9
研磨案例分享
規格:SD270N125MMW1A110
尺寸:100X10X31.75X10
測試機台:ANCA (工件材質: 鎢鋼 )
砂輪轉速:21 – 22.5 m/s、砂輪切深3mm、橫移速度100mm/min,修砂頻率800pcs/次。
優勢:切削力表現佳(Qw=5)、機台負載穩定、產量加工成本明顯降低。
 型錄下載
型錄下載