週一至週五 8:00 - 17:00
Facebook
Line
Youtube
Weixin
Search
Facebook
Line
Youtube
Weixin
我要询价
首页
关于嘉宝
华人砂轮之父─许自然
公司简介
质量政策
环安卫政策
企业沿革
嘉宝行销网络
产品介绍
传统砂轮产品群
树脂结合法系列砂轮(B法)
瓷质结合法砂轮系列(V法)
CBS弹性树脂抛光系列砂轮(CBS)
OM氧化镁结合法系列砂轮(OM法)
强化树脂法黏结系列砂轮(磨片、切片、可弯曲、超薄切割砂轮)
超级磨料产品群
树脂法钻石及CBN系列砂轮(B法)
瓷质法钻石及CBN系列砂轮(V法)
金属法钻石及CBN系列砂轮(M法)
电铸法钻石及CBN系列砂轮(P法)
修整器
行业别砂轮产品
齿轮业
线性滑轨与滚珠螺杆业
刀具业
LED、太阳能光电业
汽机车业
玻璃加工业
铸造业
嘉宝百科全书
砂轮基本知识
常见研磨问题
型录下载
表单下载
研磨技术探讨
最新消息
联络我们
Menu
首页
关于嘉宝
华人砂轮之父─许自然
公司简介
质量政策
环安卫政策
企业沿革
嘉宝行销网络
产品介绍
传统砂轮产品群
树脂结合法系列砂轮(B法)
瓷质结合法砂轮系列(V法)
CBS弹性树脂抛光系列砂轮(CBS)
OM氧化镁结合法系列砂轮(OM法)
强化树脂法黏结系列砂轮(磨片、切片、可弯曲、超薄切割砂轮)
超级磨料产品群
树脂法钻石及CBN系列砂轮(B法)
瓷质法钻石及CBN系列砂轮(V法)
金属法钻石及CBN系列砂轮(M法)
电铸法钻石及CBN系列砂轮(P法)
修整器
行业别砂轮产品
齿轮业
线性滑轨与滚珠螺杆业
刀具业
LED、太阳能光电业
汽机车业
玻璃加工业
铸造业
嘉宝百科全书
砂轮基本知识
常见研磨问题
型录下载
表单下载
研磨技术探讨
最新消息
联络我们
繁體中文
简体中文
English
首页
关于嘉宝
华人砂轮之父─许自然
公司简介
质量政策
环安卫政策
企业沿革
嘉宝行销网络
产品介绍
传统砂轮产品群
树脂结合法系列砂轮(B法)
瓷质结合法砂轮系列(V法)
CBS弹性树脂抛光系列砂轮(CBS)
OM氧化镁结合法系列砂轮(OM法)
强化树脂法黏结系列砂轮(磨片、切片、可弯曲、超薄切割砂轮)
超级磨料产品群
树脂法钻石及CBN系列砂轮(B法)
瓷质法钻石及CBN系列砂轮(V法)
金属法钻石及CBN系列砂轮(M法)
电铸法钻石及CBN系列砂轮(P法)
修整器
行业别砂轮产品
齿轮业
线性滑轨与滚珠螺杆业
刀具业
LED、太阳能光电业
汽机车业
玻璃加工业
铸造业
嘉宝百科全书
砂轮基本知识
常见研磨问题
型录下载
表单下载
研磨技术探讨
最新消息
联络我们
Menu
首页
关于嘉宝
华人砂轮之父─许自然
公司简介
质量政策
环安卫政策
企业沿革
嘉宝行销网络
产品介绍
传统砂轮产品群
树脂结合法系列砂轮(B法)
瓷质结合法砂轮系列(V法)
CBS弹性树脂抛光系列砂轮(CBS)
OM氧化镁结合法系列砂轮(OM法)
强化树脂法黏结系列砂轮(磨片、切片、可弯曲、超薄切割砂轮)
超级磨料产品群
树脂法钻石及CBN系列砂轮(B法)
瓷质法钻石及CBN系列砂轮(V法)
金属法钻石及CBN系列砂轮(M法)
电铸法钻石及CBN系列砂轮(P法)
修整器
行业别砂轮产品
齿轮业
线性滑轨与滚珠螺杆业
刀具业
LED、太阳能光电业
汽机车业
玻璃加工业
铸造业
嘉宝百科全书
砂轮基本知识
常见研磨问题
型录下载
表单下载
研磨技术探讨
最新消息
联络我们
Language
繁體中文
简体中文
English
Menu
Language
繁體中文
简体中文
English
我要询价
金属切削刀具研磨用砂轮
首页
/
行业别砂轮产品
/
刀具业
/ 金属切削刀具研磨用砂轮
产品描述
适用于金属切削刀具重切削研磨使用,特殊配方设计可使砂轮具良好形状保持力及切削力。
产品说明
一、适用:铣刀、钻头、铰刀等切削工具的研磨。
二、研磨部位:包括端面、周面、断屑槽沟、斜面、孔穴等加工研磨。
三、使用CBN砂轮研磨高速钢材质刀具的特点:
1.寿命长、高磨削比,拉长整形、修整之间隔时间。
2.形状不易变形,尺寸精度高。
3.锐利度好、不易发生烧焦、磨削裂痕等现象。
4.可作重磨削、深切缓进磨削,降低整体成本。
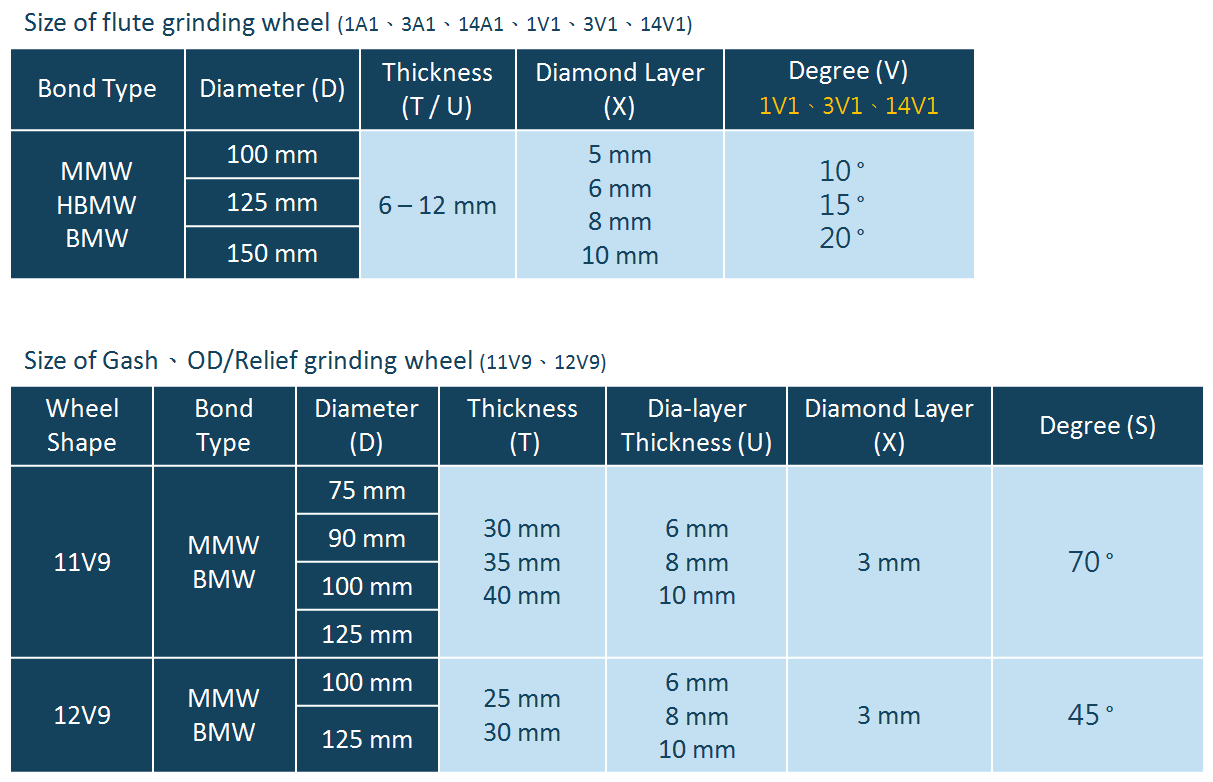
MMW系列:(金属法结合剂)
极优异切削性与散热性,适合大量深切缓进。 建议砂轮金钢石层厚度
8mm(含以上)
加工。 适用加工部位:FLUTE。
HBMW系列:(Polyimide结合剂)
优异切削力与形状保持力,砂轮耐用性佳。 建议砂轮金钢石层厚度
6mm(含以上)
加工。 适用加工部位:FLUTE。
BMW系列:(树脂法结合剂)
良好切削性能表现,经济实惠。 建议金钢石层厚度
6mm以下
较小尺寸加工。 适用加工部位:FLUTE、OD/RELIEF、GASH
常见形缘与尺寸
1A1、1V1、3A1、3V1、14A1、14V1 、11V9、12V9
研磨案例分享
规格:SD270N125MMW1A110
尺寸:100X10X31.75X10
测试机台:ANCA (工件材质: 硬质合金)
砂轮转速:21 - 22.5 m/s、砂轮切深3mm、横移速度100mm/min,修砂频率800pcs/次。
优势:切削力表现佳、机台负载稳定、产量加工成本明显降低。
产品询问
联络人
电子邮件
行为电话
公司电话
目前使用砂轮规格、尺寸 (Current products)
规格 (Specification)
尺 寸 (Dimension)
使用量/月 (Demand / month)
现用厂牌 (Present Brand)
现用单价 (Price)
现有砂轮使用状态及改善要求 (Current status)
加工物名称 (Work piece)
材质名称 (Material)
特殊处理 (Treatment)
工件硬度 (hardness)
面粗度要求 (roughness)
真圆度要求 (True roundness)
R角要求 (Radius)
研磨及机械条件 (Machinery and Parameters)
机台厂牌型号 (Machine brand)
研磨方式 (Grinding Method)
机台马力 (Horsepower)
研磨液类型 (Coolant)
粗磨进刀量 (Coarse infeed)
细磨进刀量 (Finish infeed)
总研销量 (total stock removal)
横送速度 (Cross feed)
修锐进刀量 (Dressing infeed)
其他注意事项 (Other demand)
送出询问
关闭菜单
首页
关于嘉宝
华人砂轮之父─许自然
公司简介
质量政策
环安卫政策
企业沿革
嘉宝行销网络
产品介绍
传统砂轮产品群
树脂结合法系列砂轮(B法)
瓷质结合法砂轮系列(V法)
CBS弹性树脂抛光系列砂轮(CBS)
OM氧化镁结合法系列砂轮(OM法)
强化树脂法黏结系列砂轮(磨片、切片、可弯曲、超薄切割砂轮)
超级磨料产品群
树脂法钻石及CBN系列砂轮(B法)
瓷质法钻石及CBN系列砂轮(V法)
金属法钻石及CBN系列砂轮(M法)
电铸法钻石及CBN系列砂轮(P法)
修整器
行业别砂轮产品
齿轮业
线性滑轨与滚珠螺杆业
刀具业
LED、太阳能光电业
汽机车业
玻璃加工业
铸造业
嘉宝百科全书
砂轮基本知识
常见研磨问题
型录下载
表单下载
研磨技术探讨
最新消息
联络我们
×
×
产品入口: 产品添加到购物车