週一至週五 8:00 - 17:00
0800-271-661
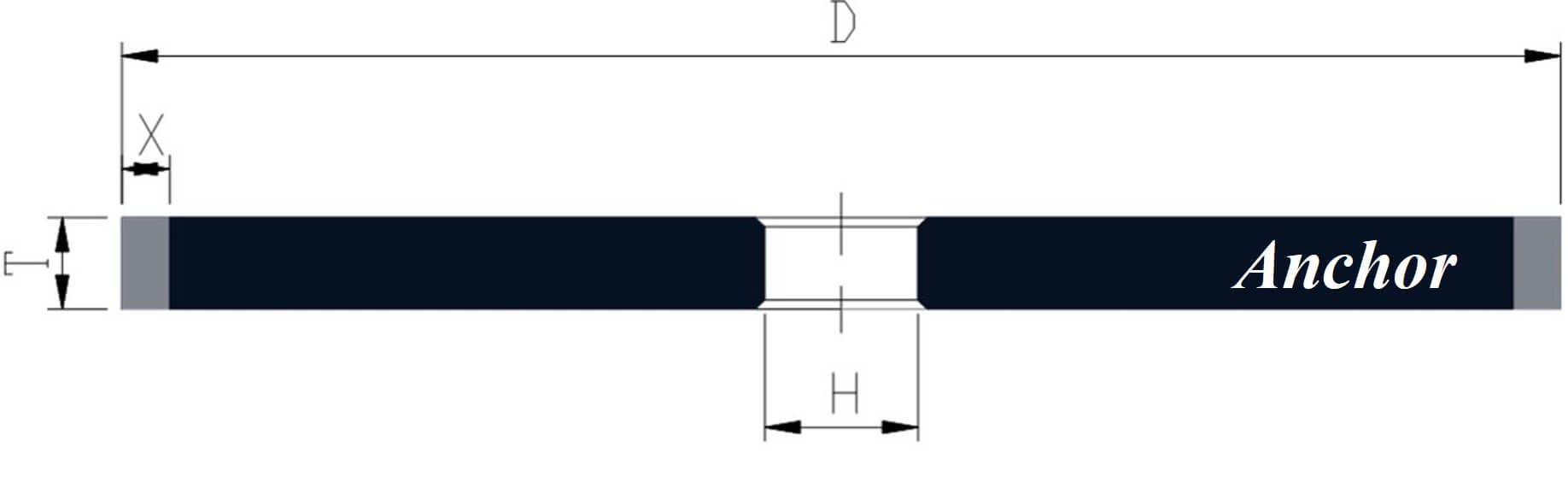
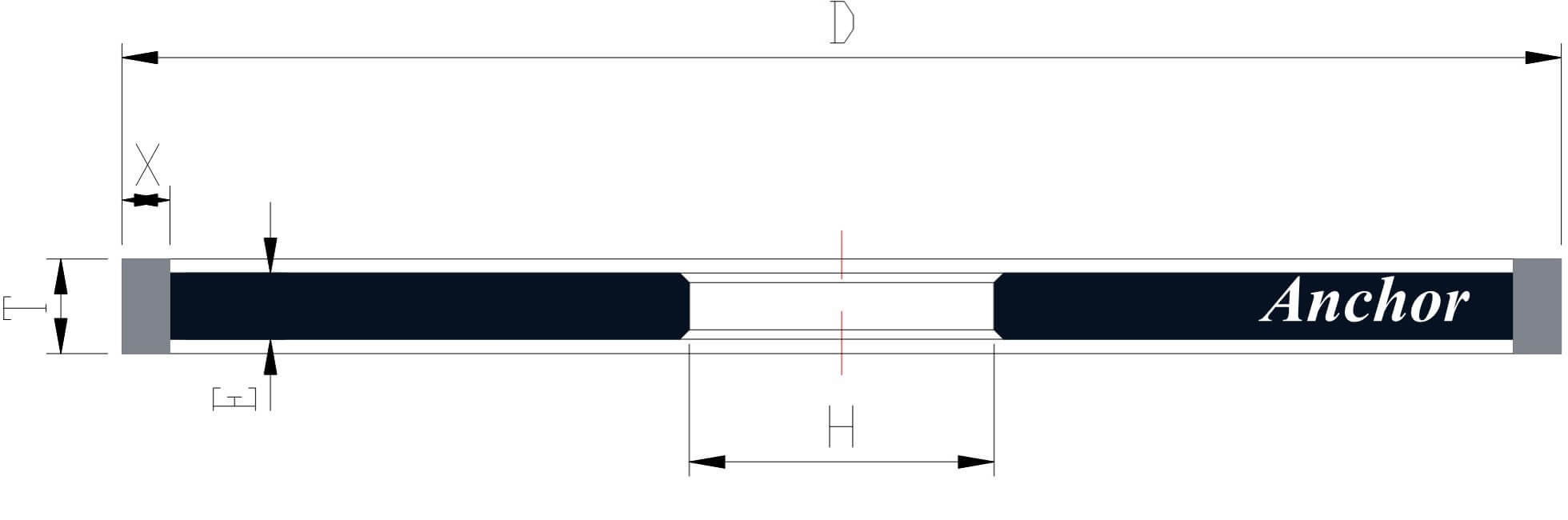
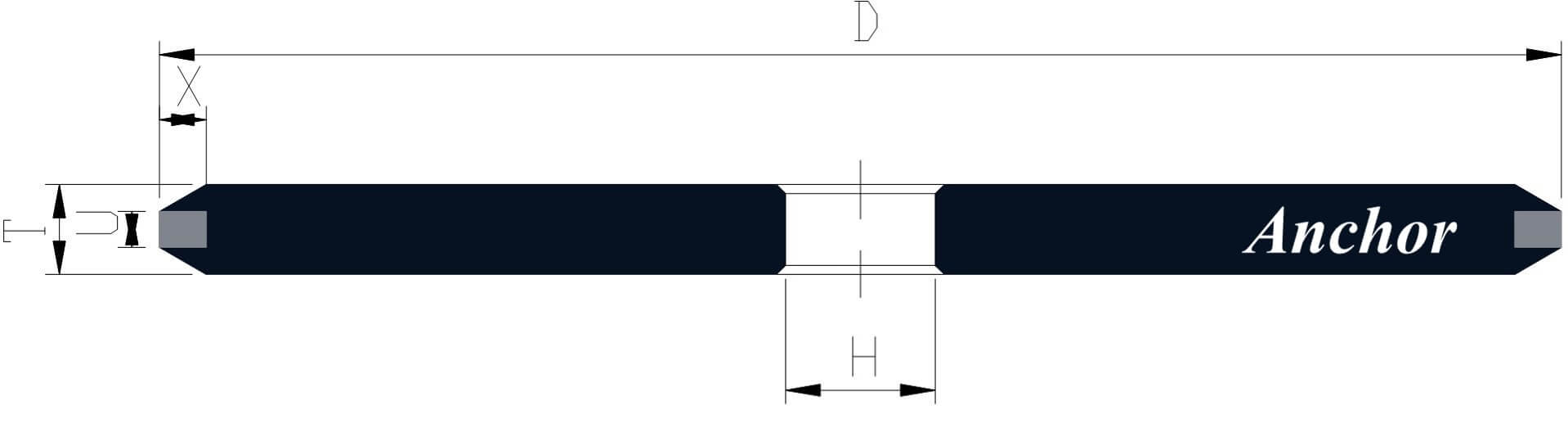
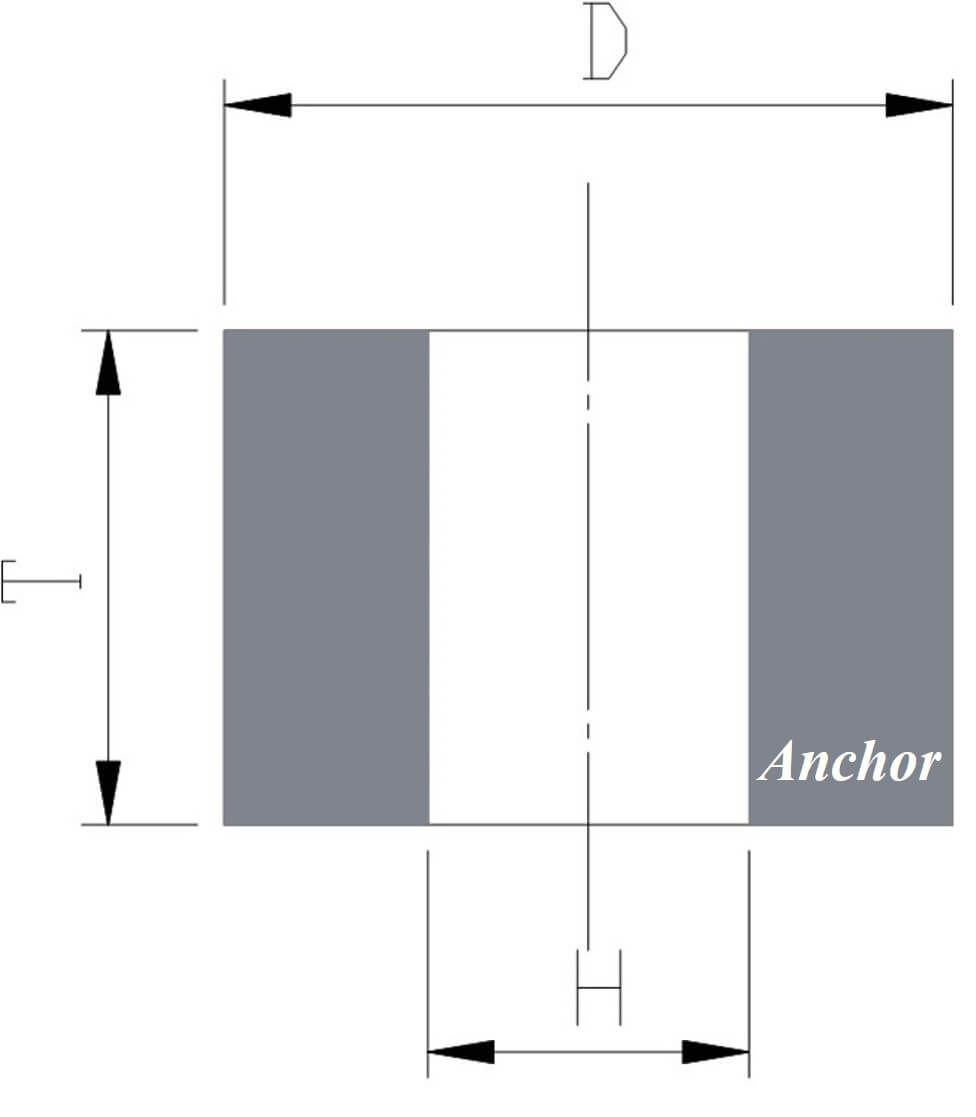
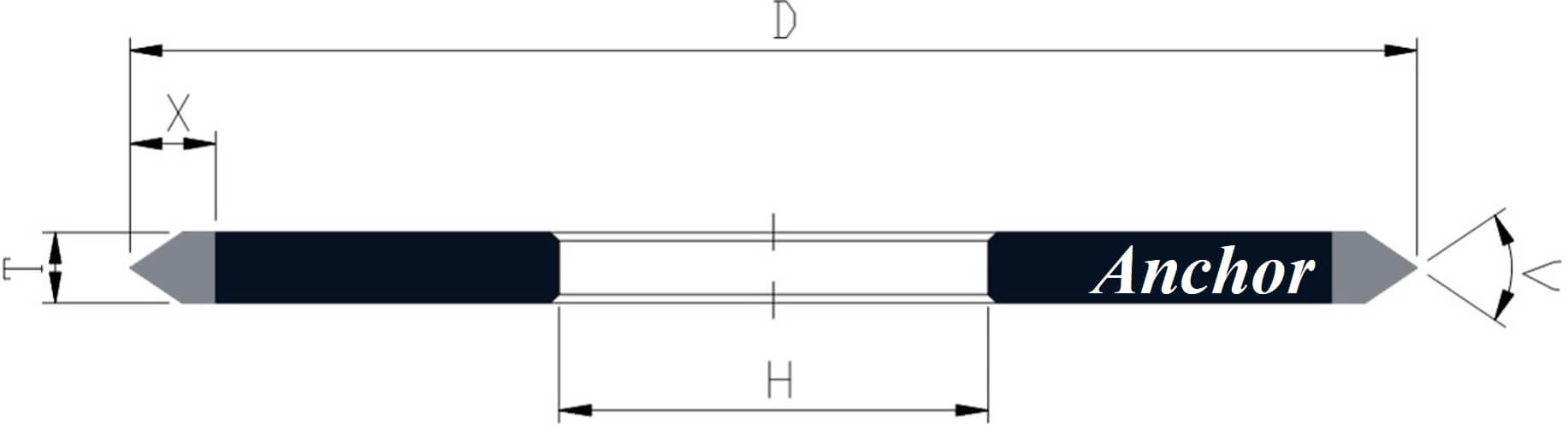
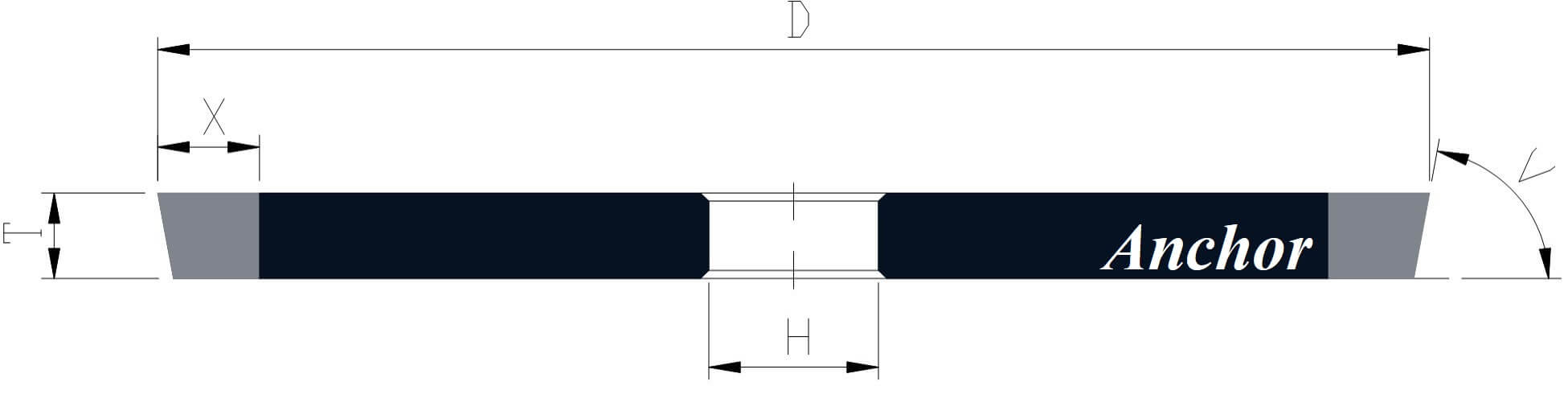
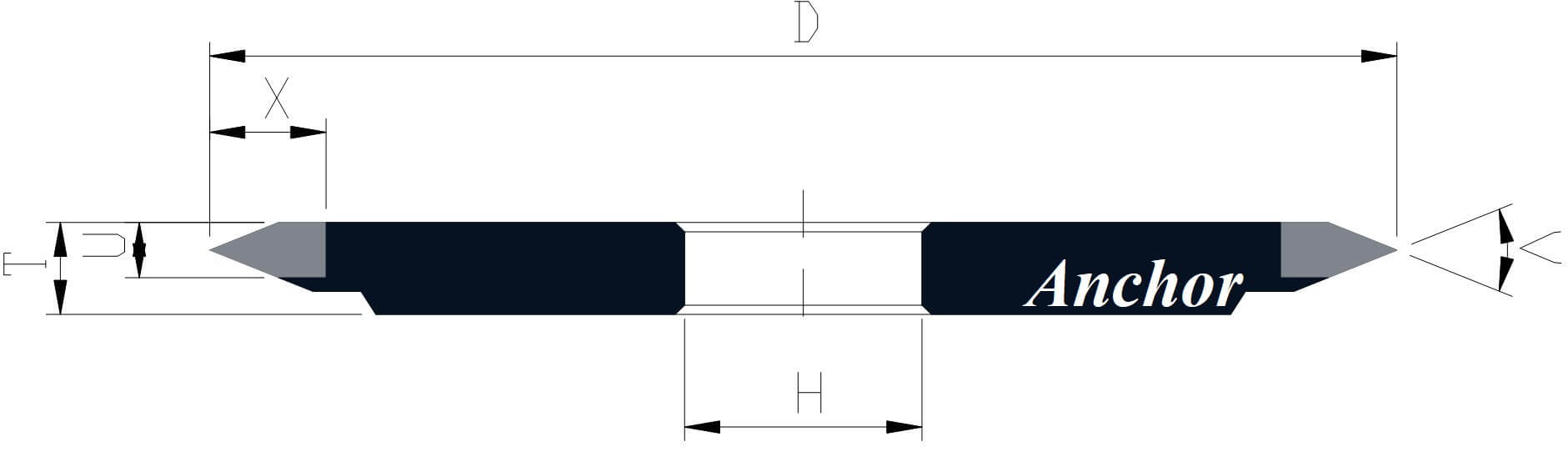
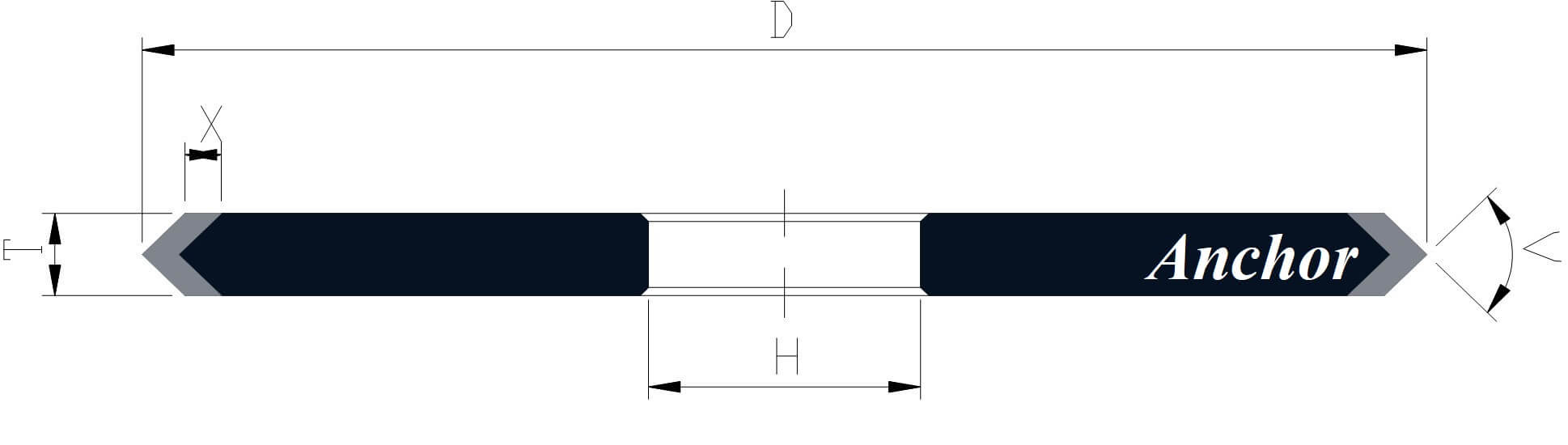
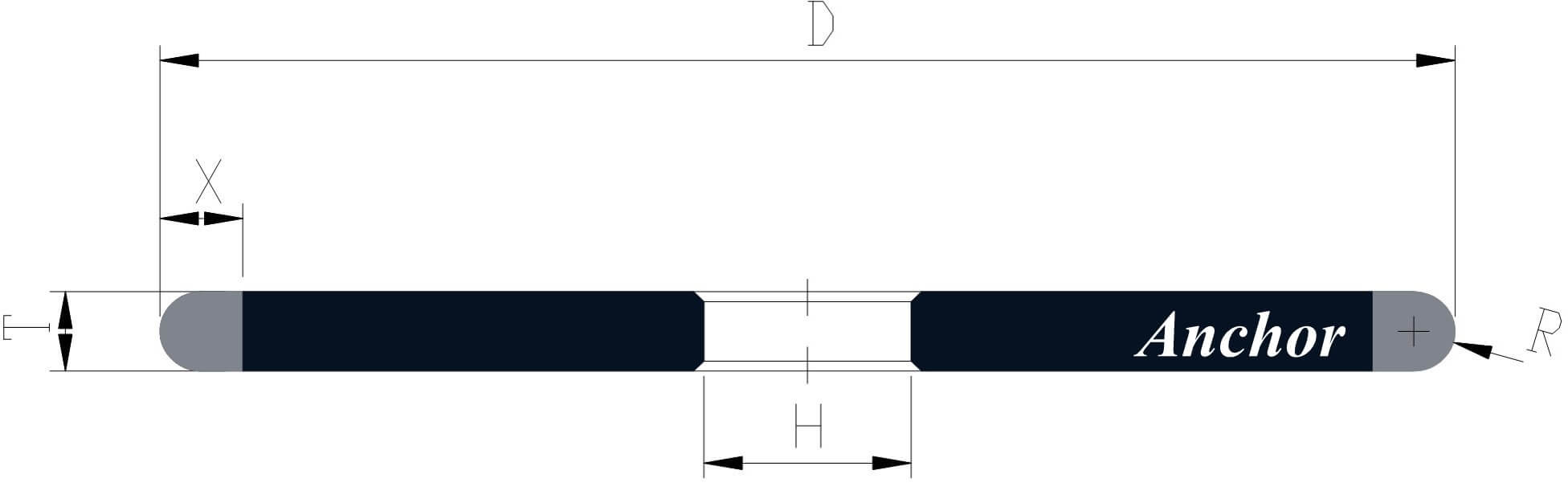
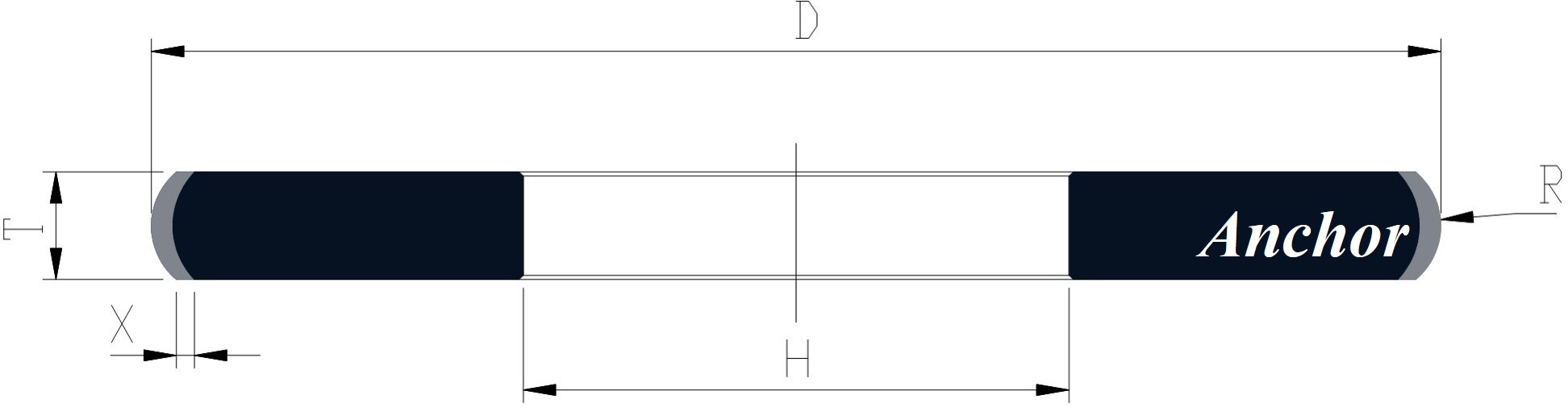
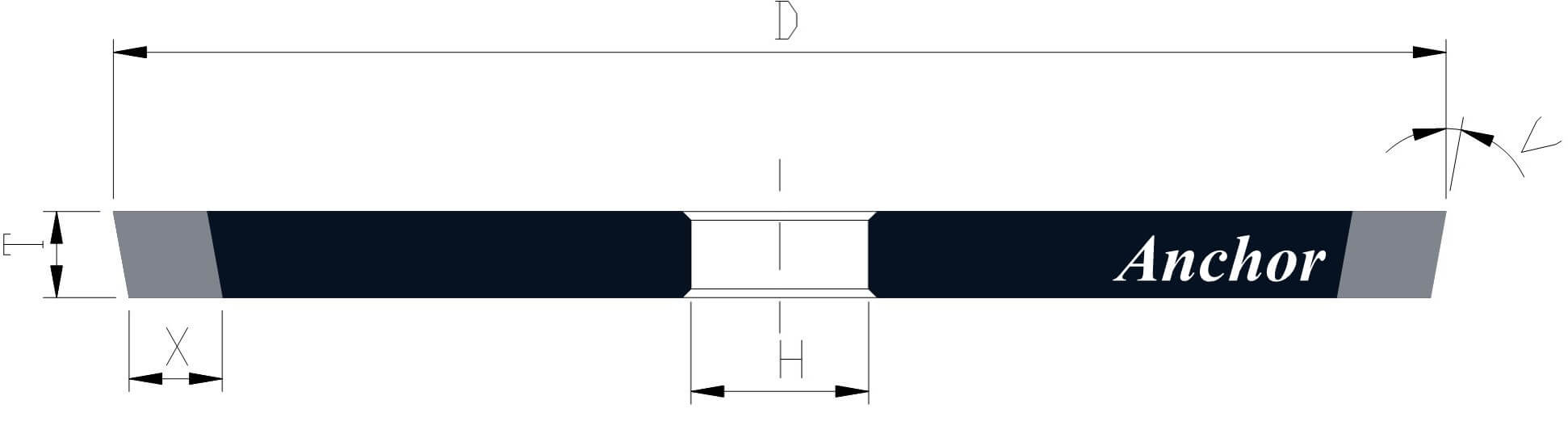
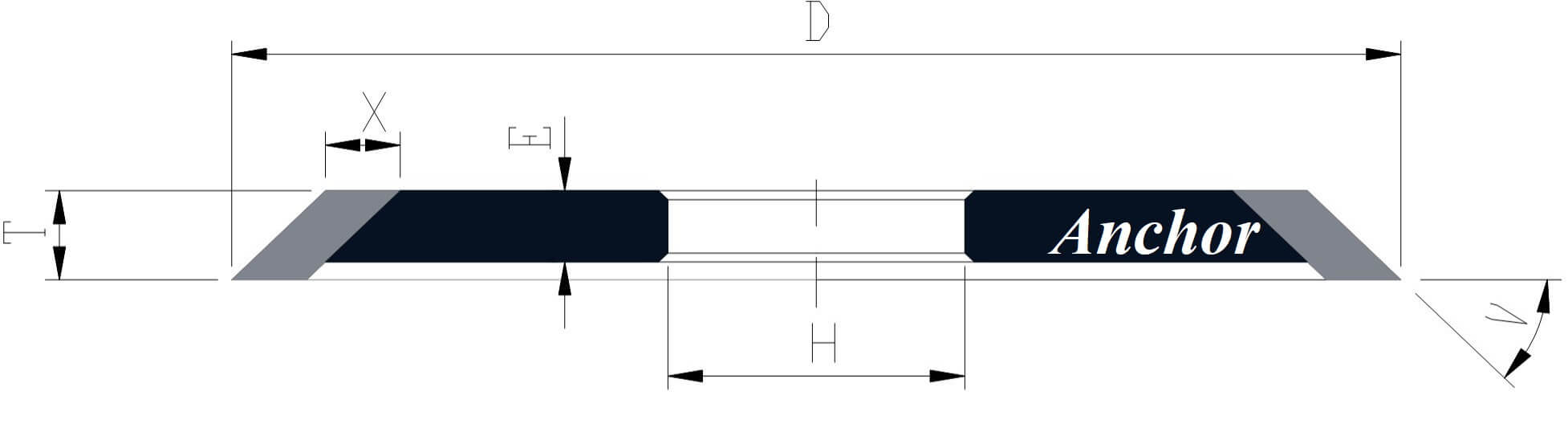
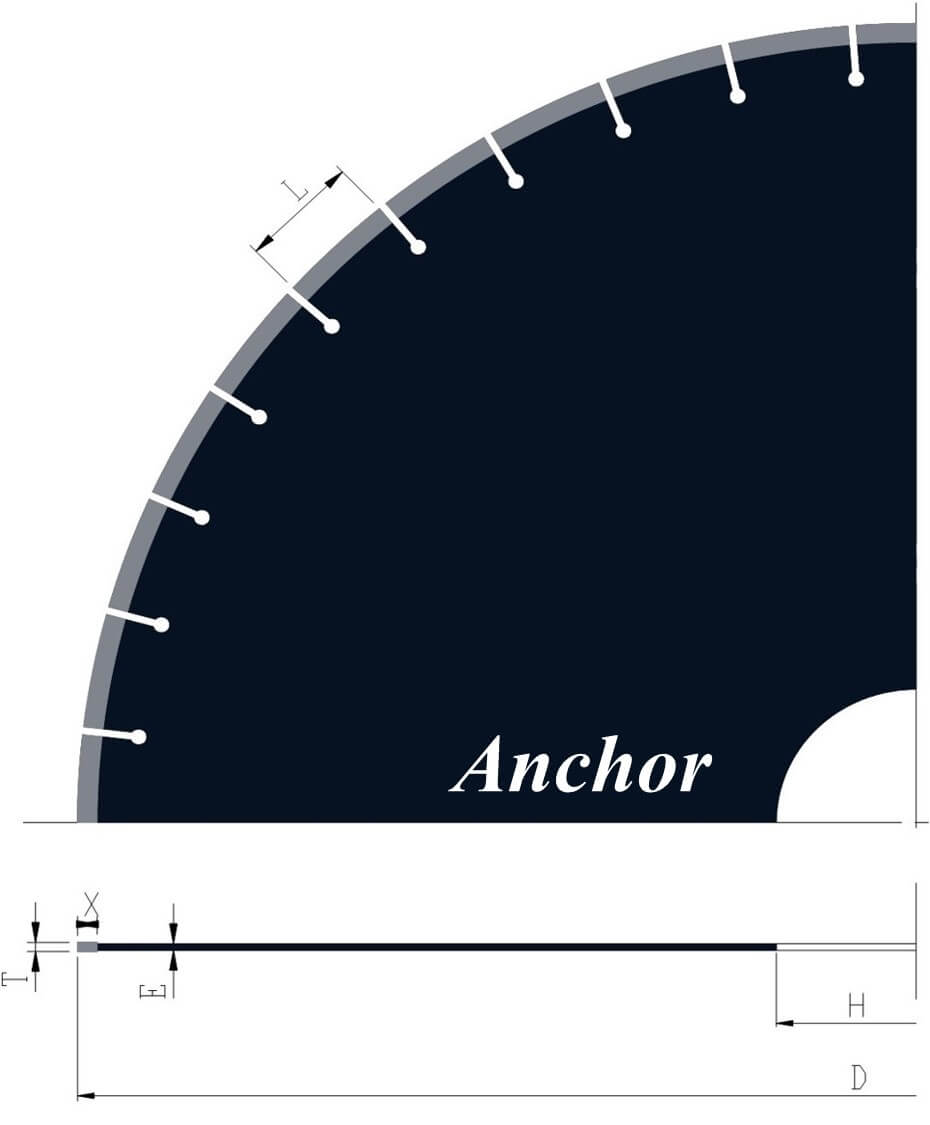
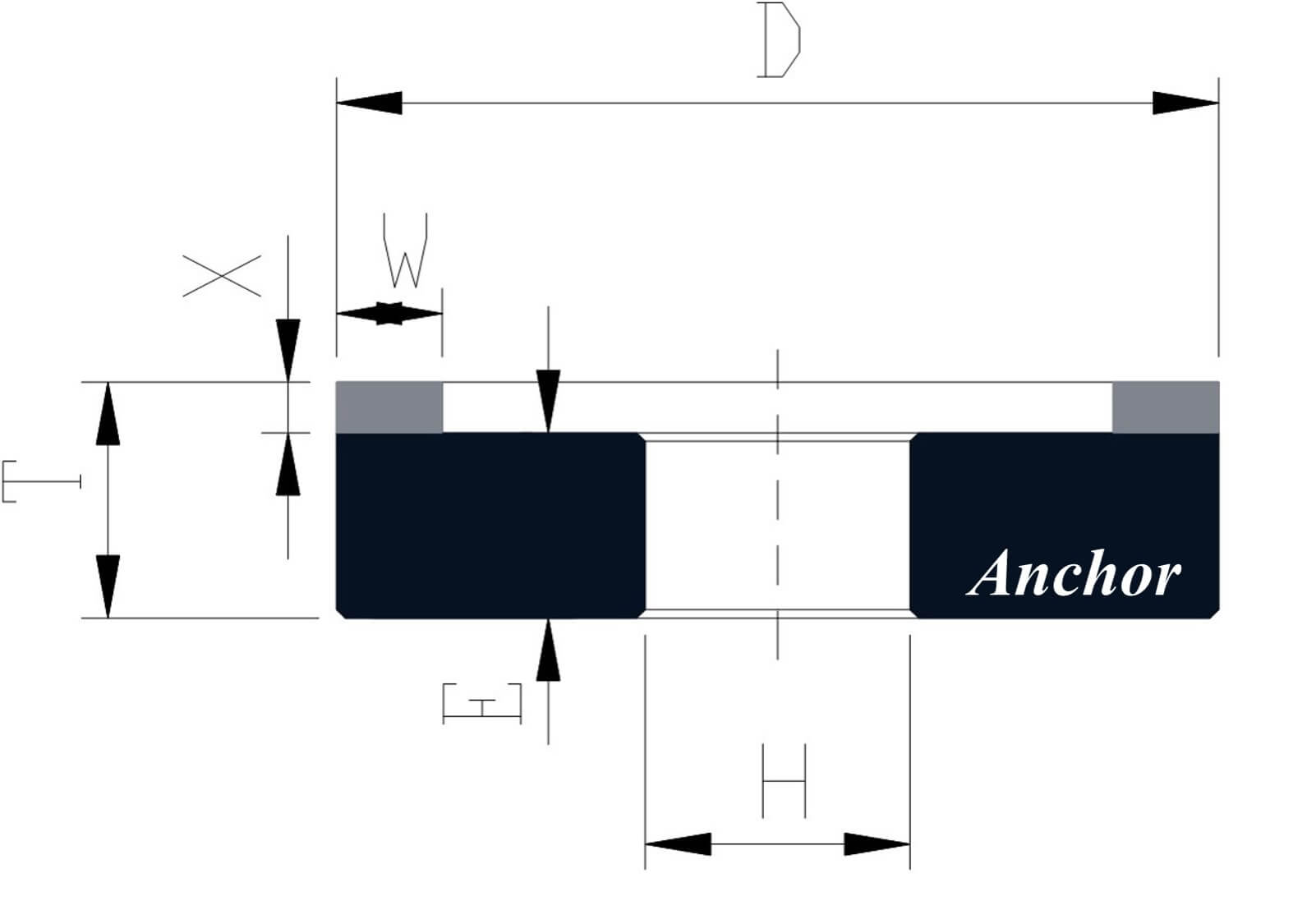
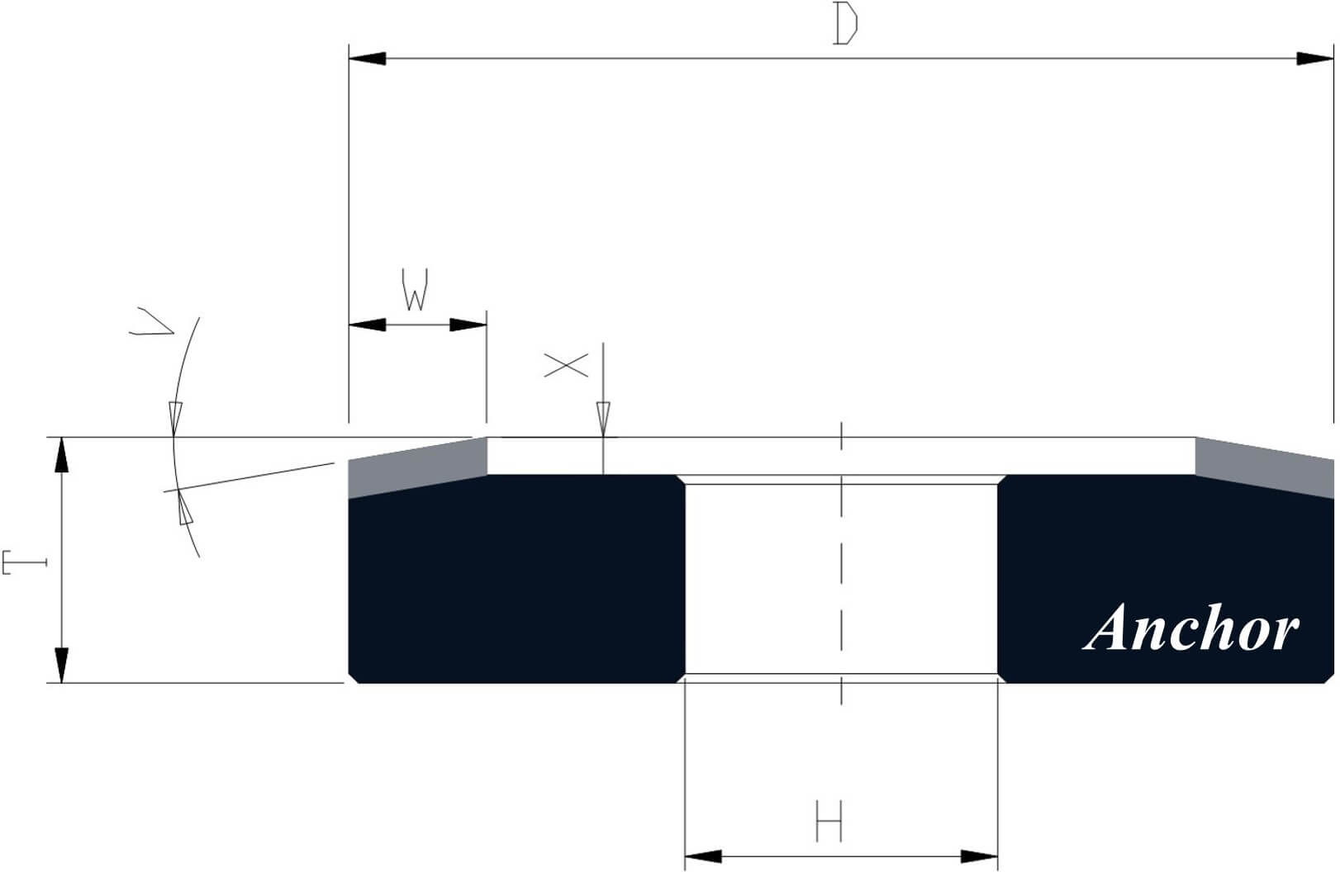
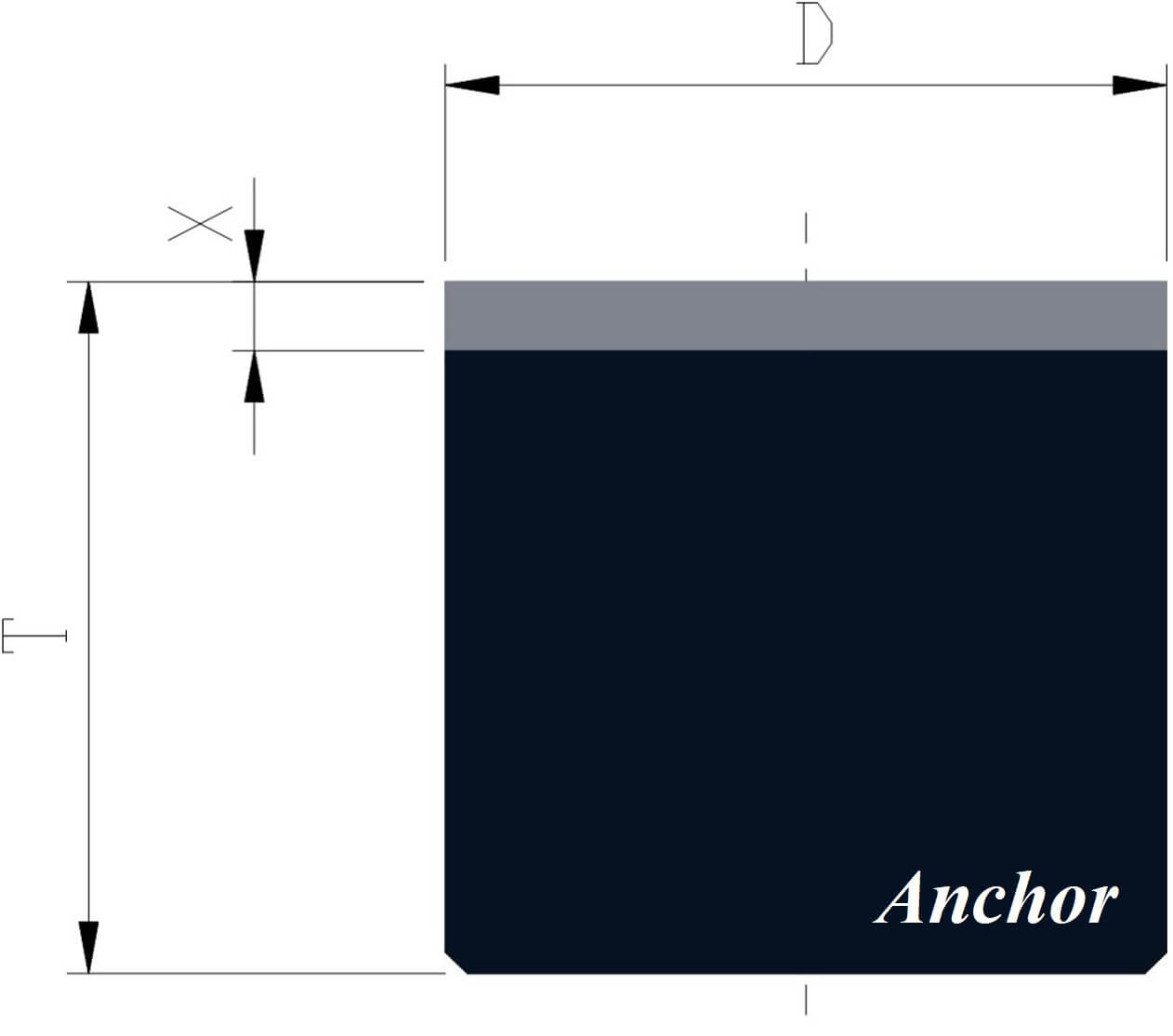
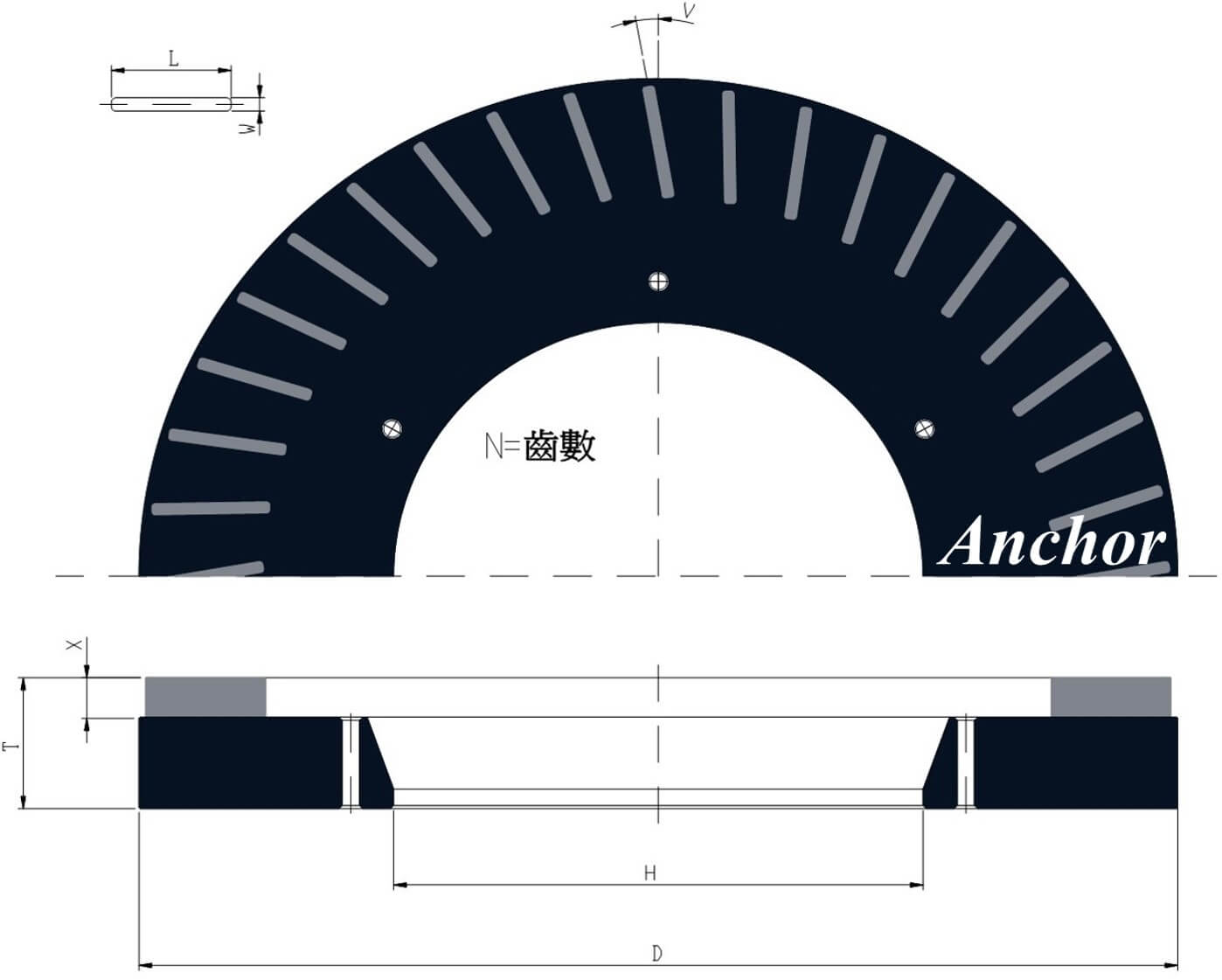
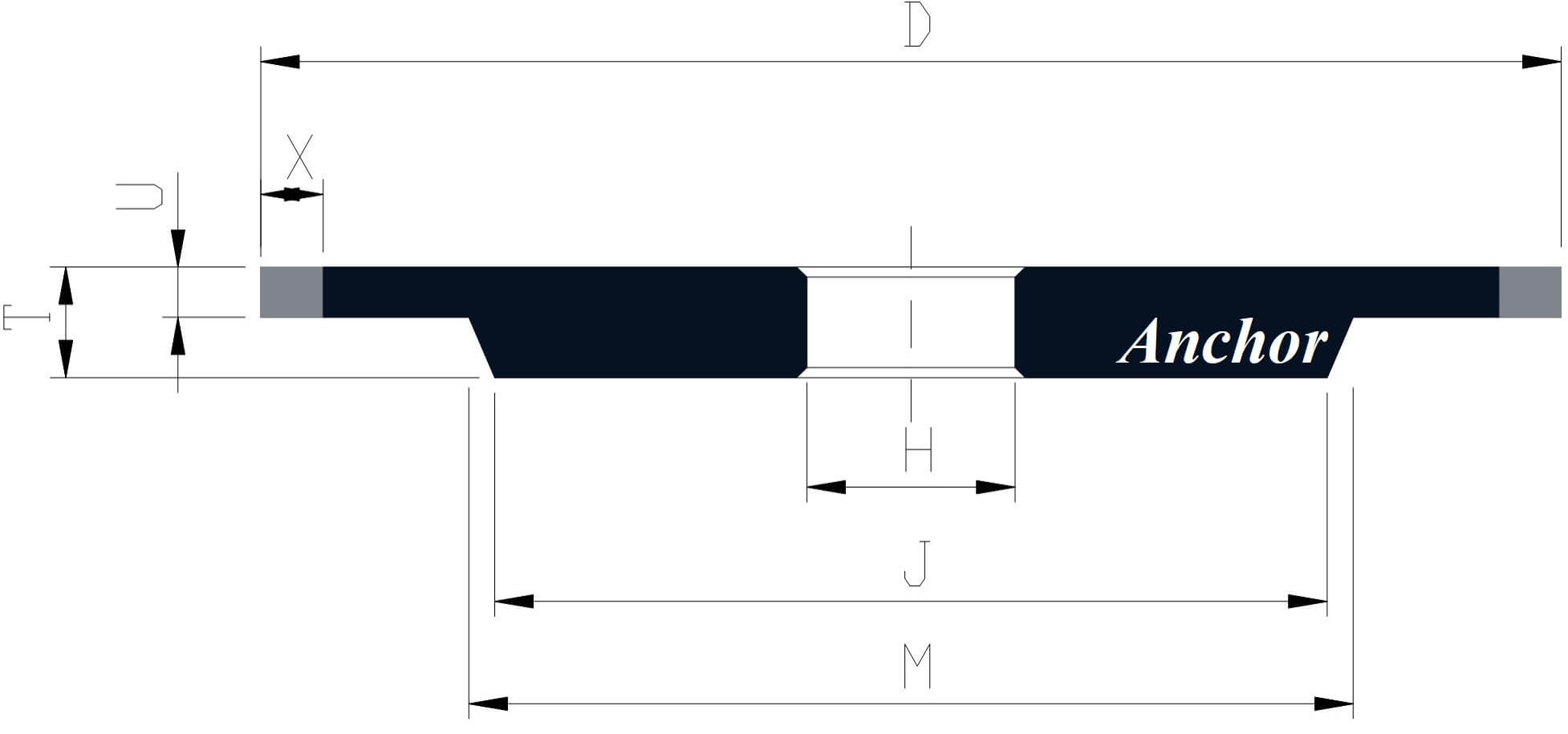
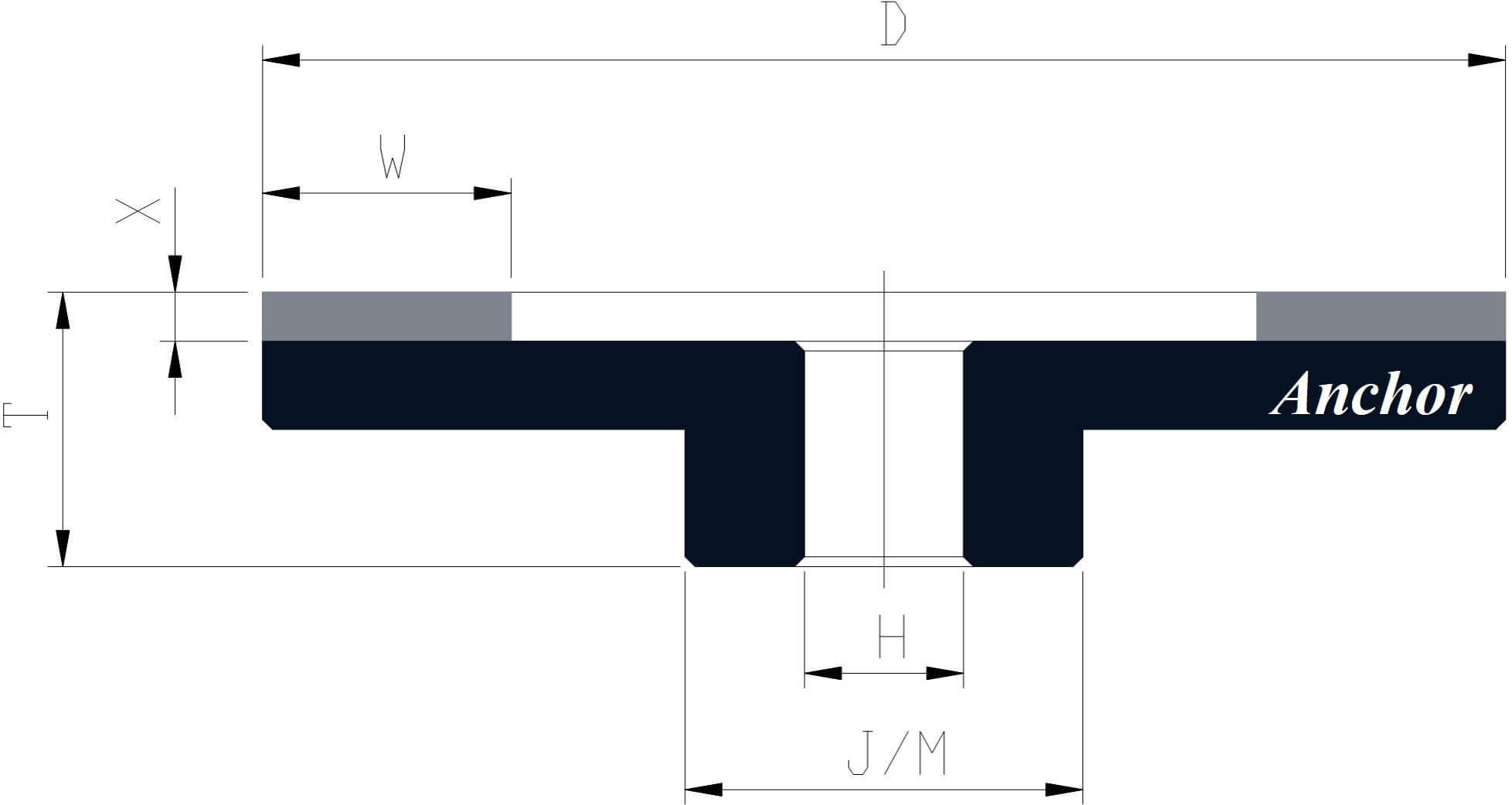
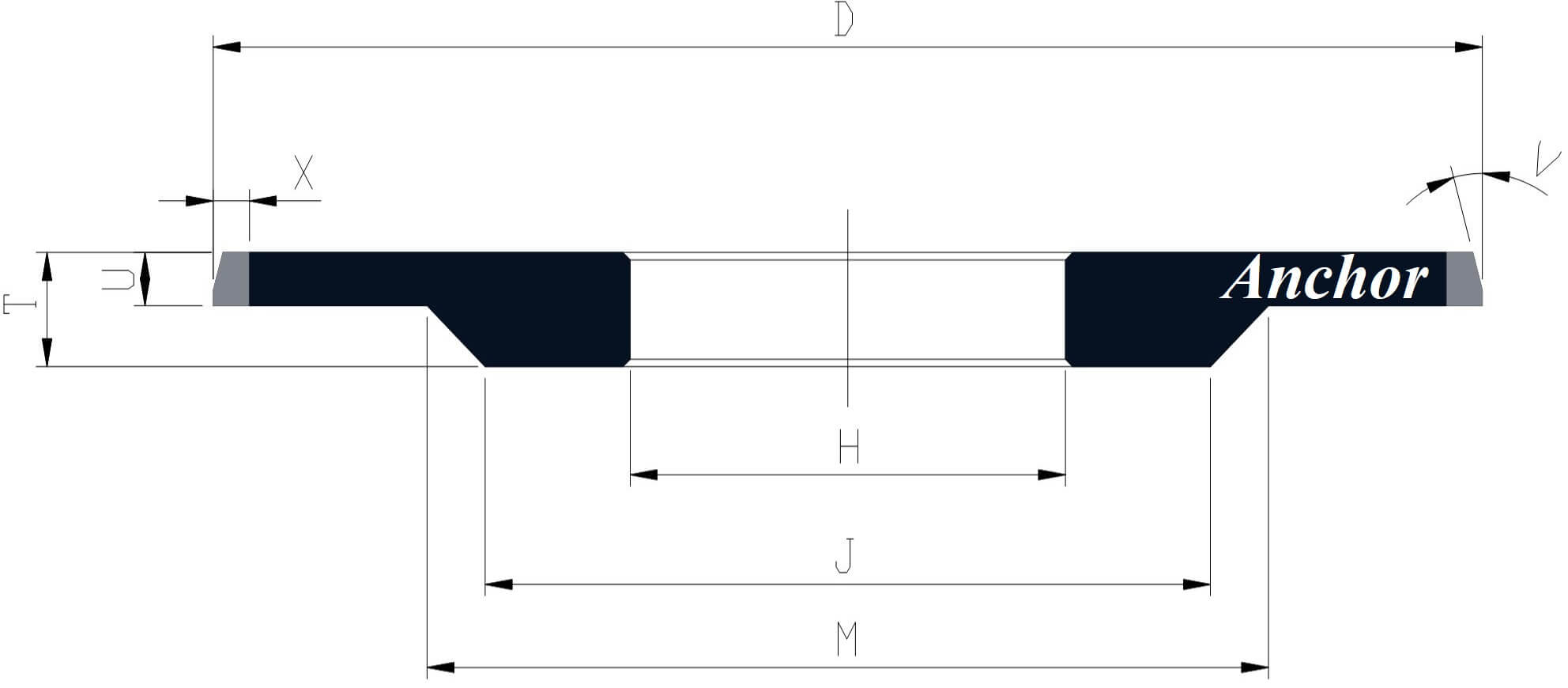
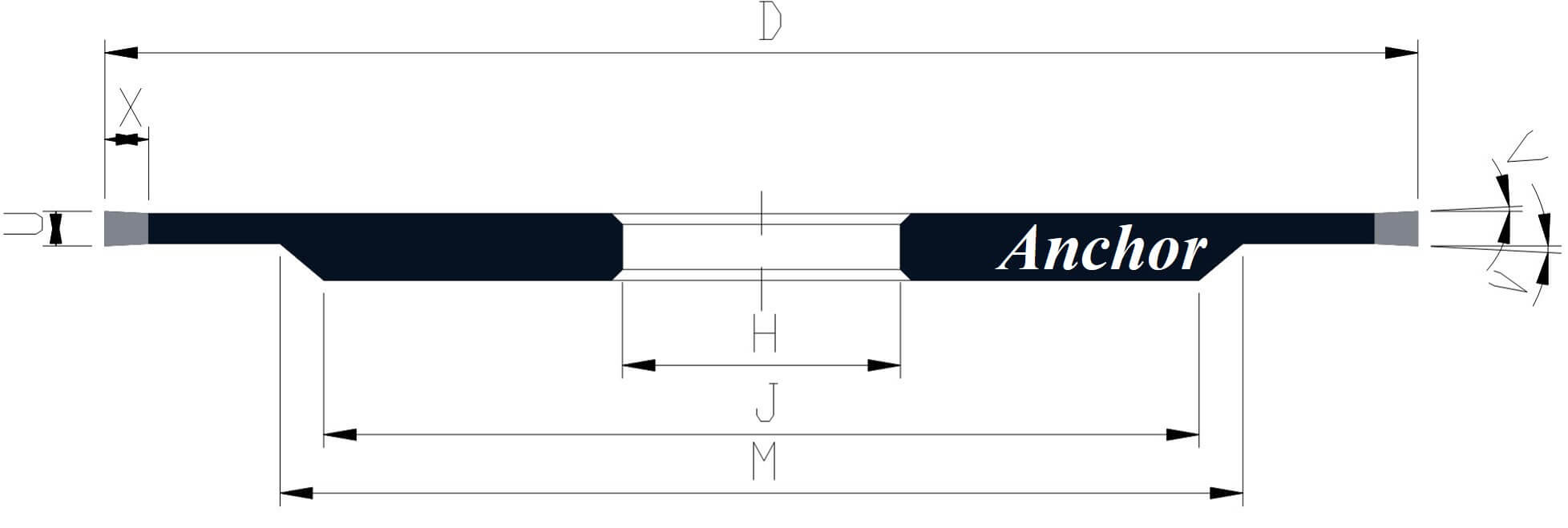
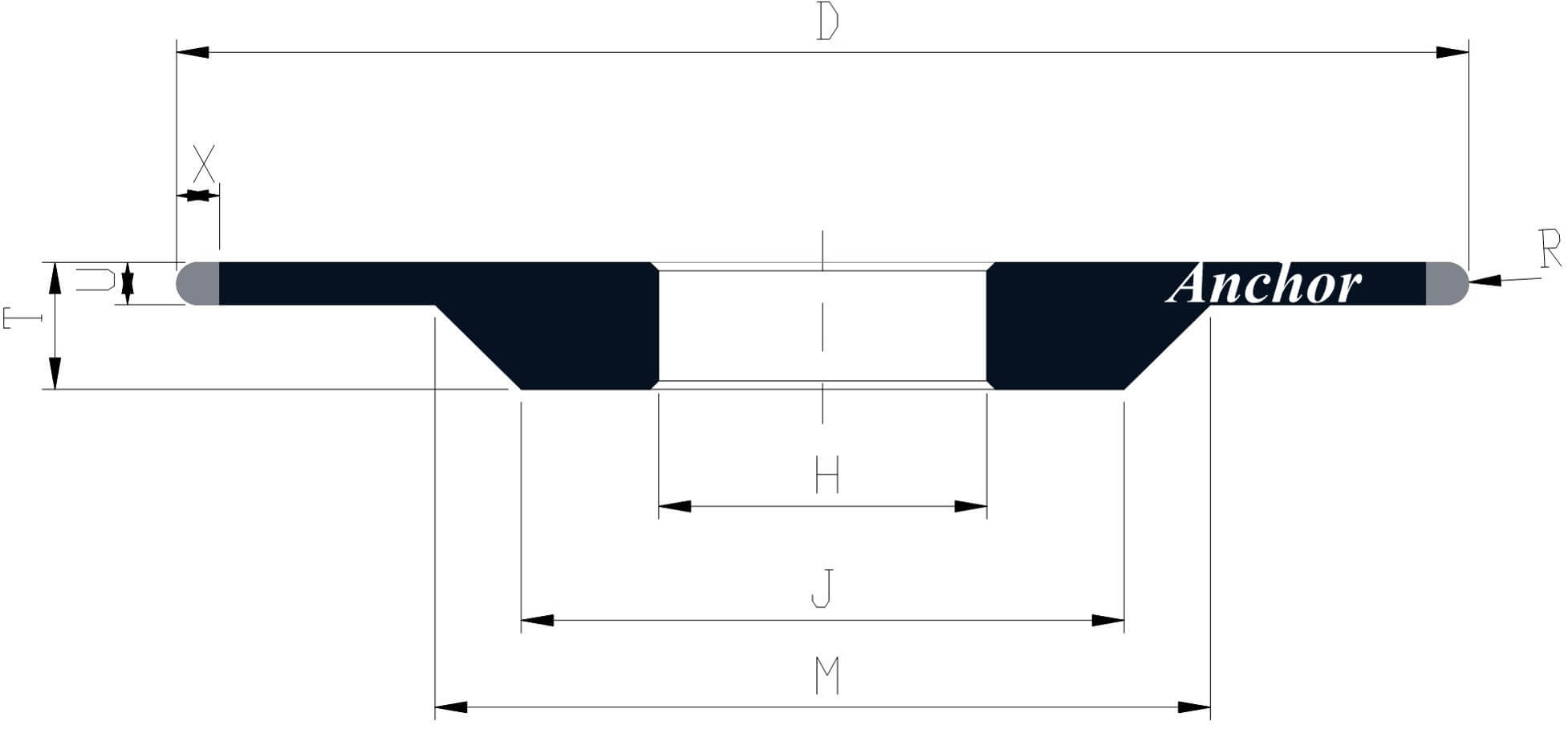
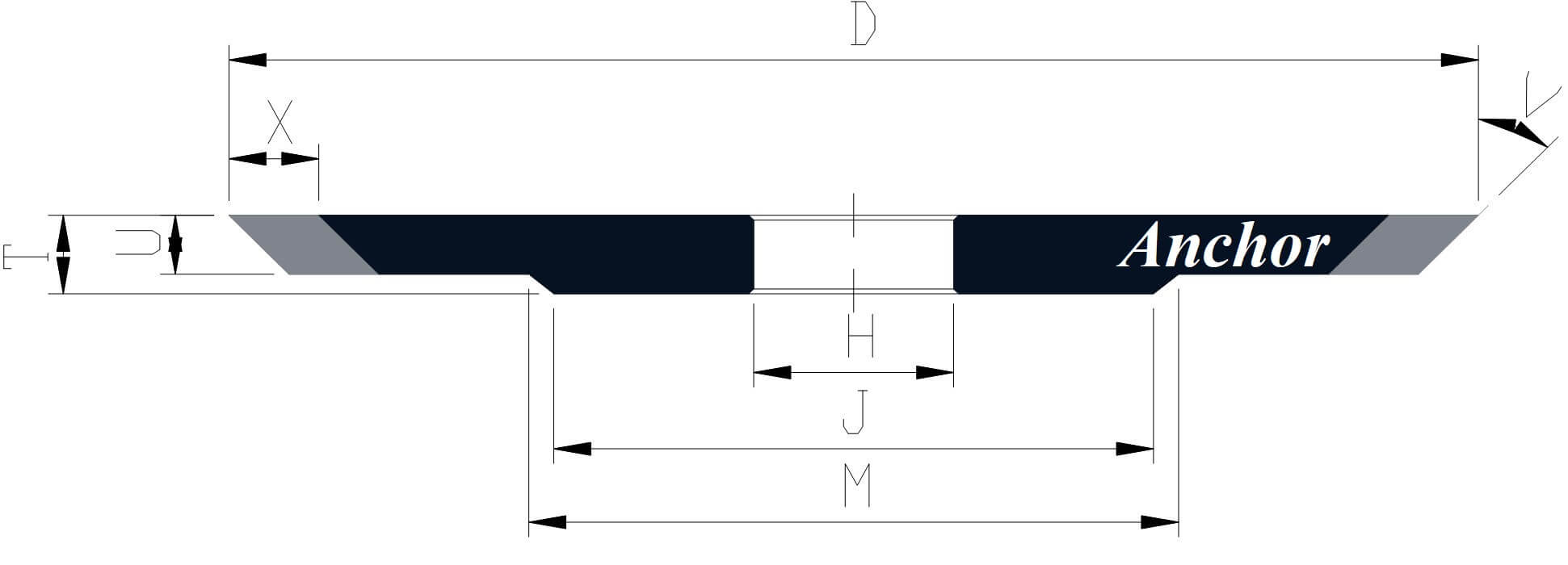
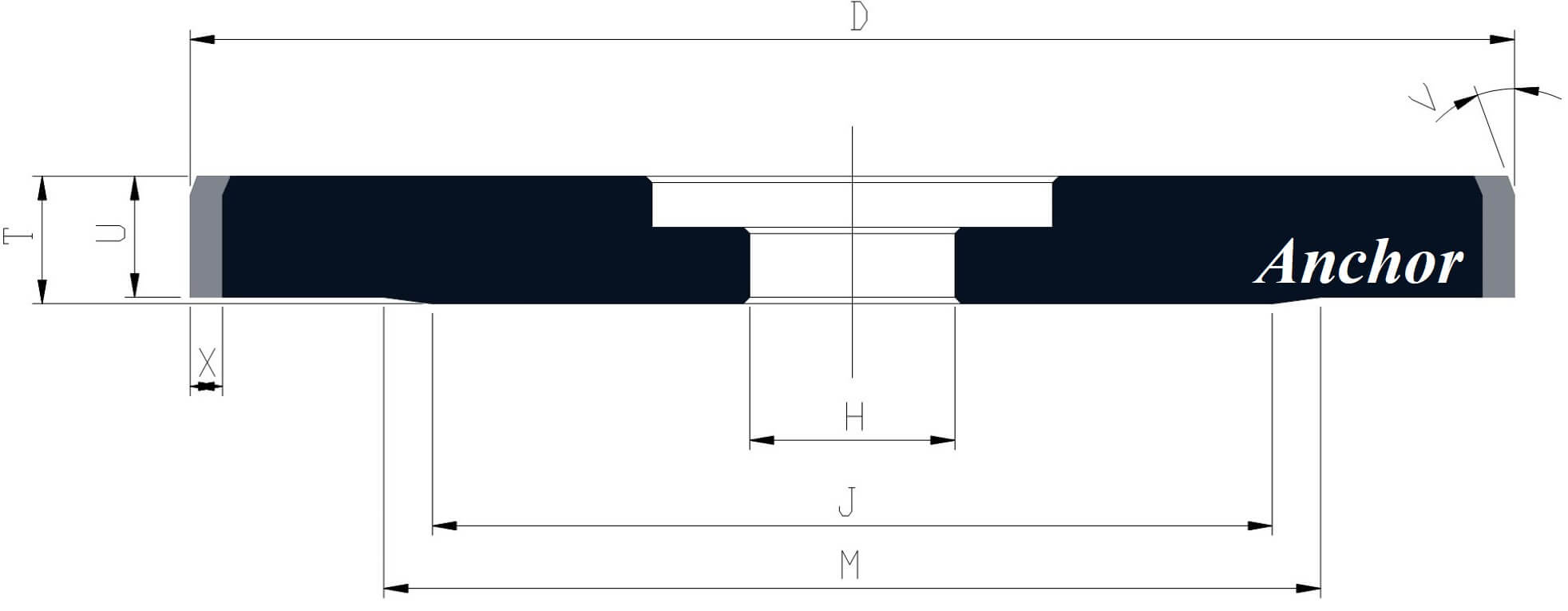
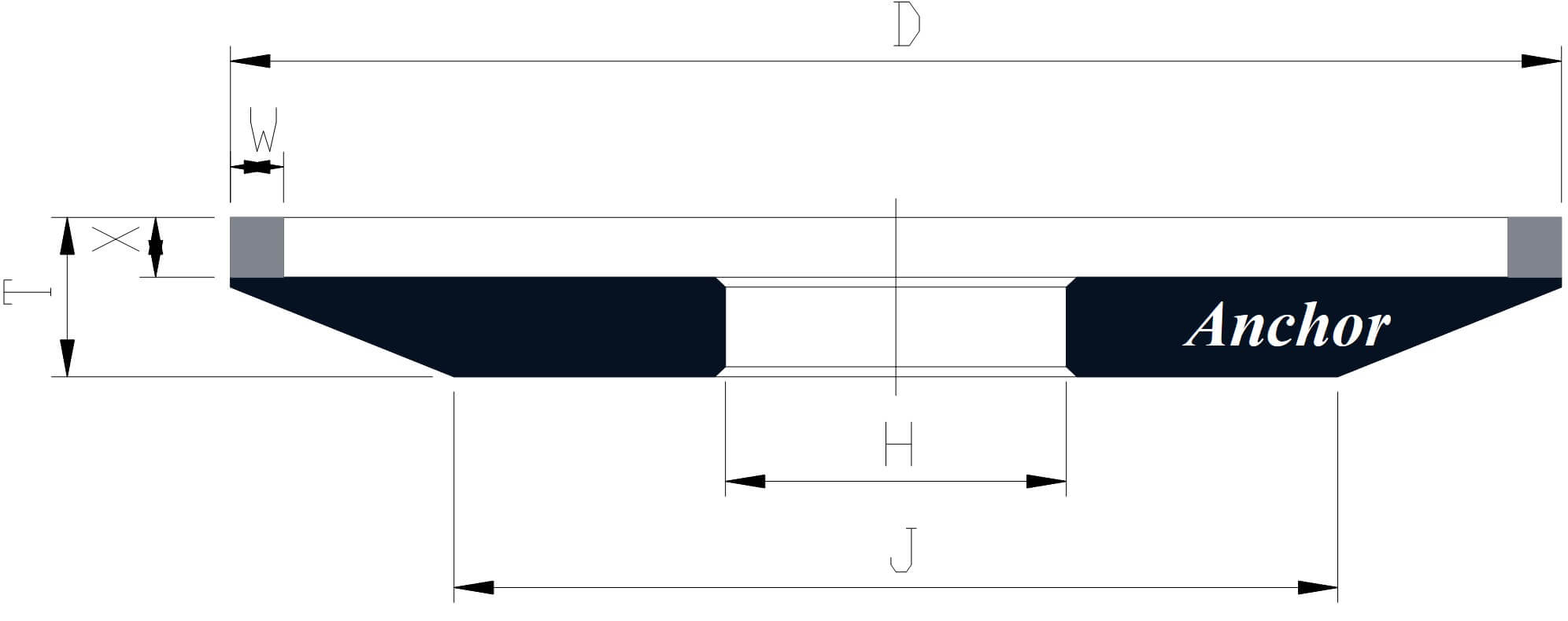
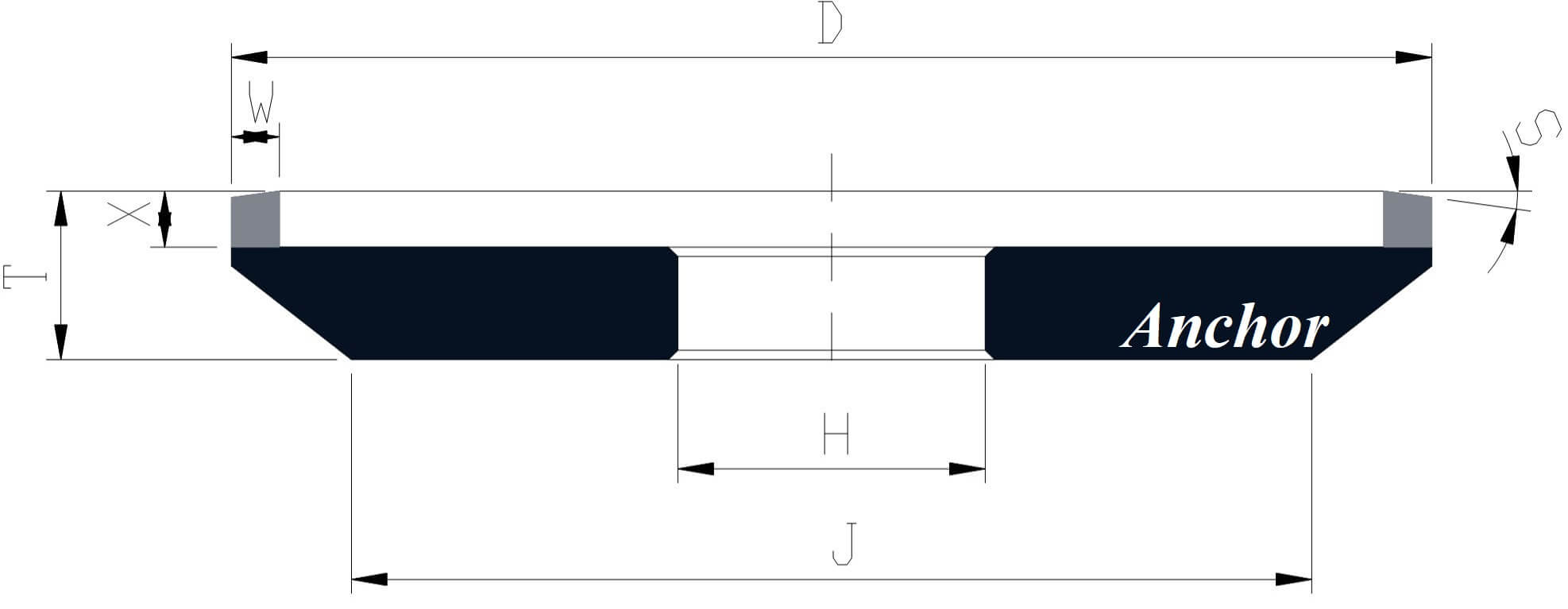
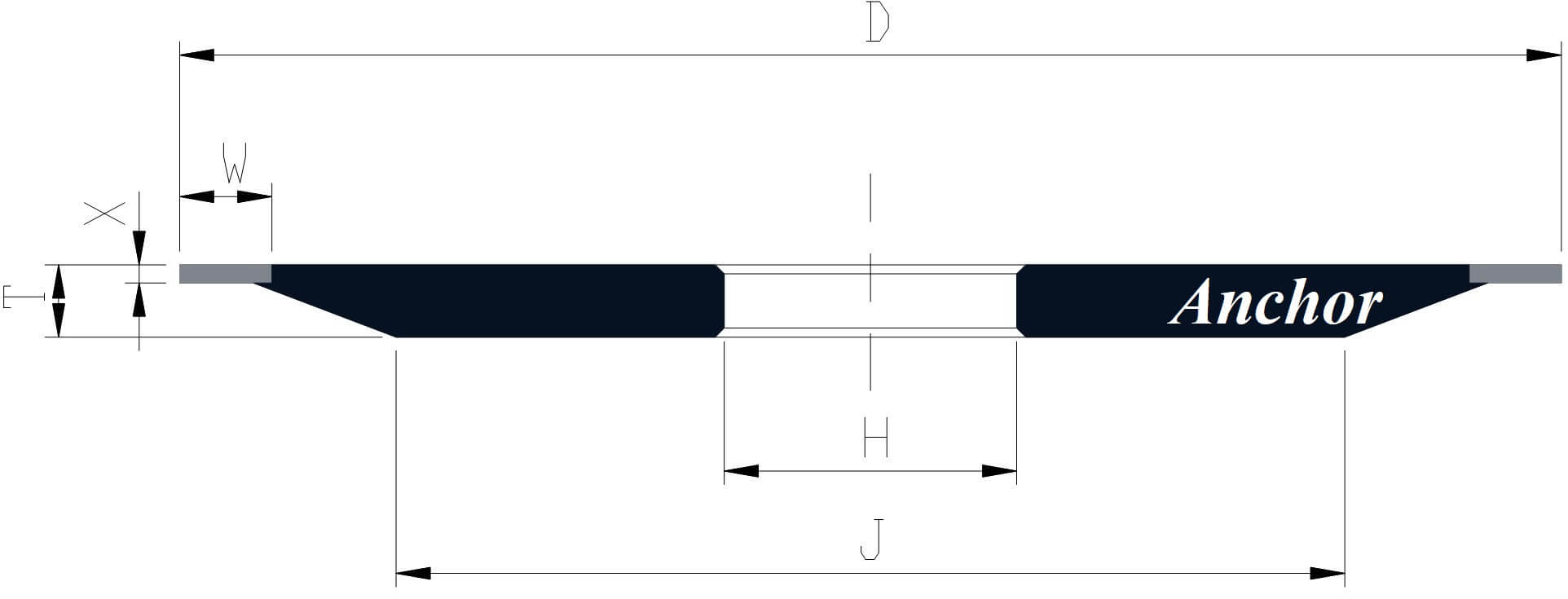
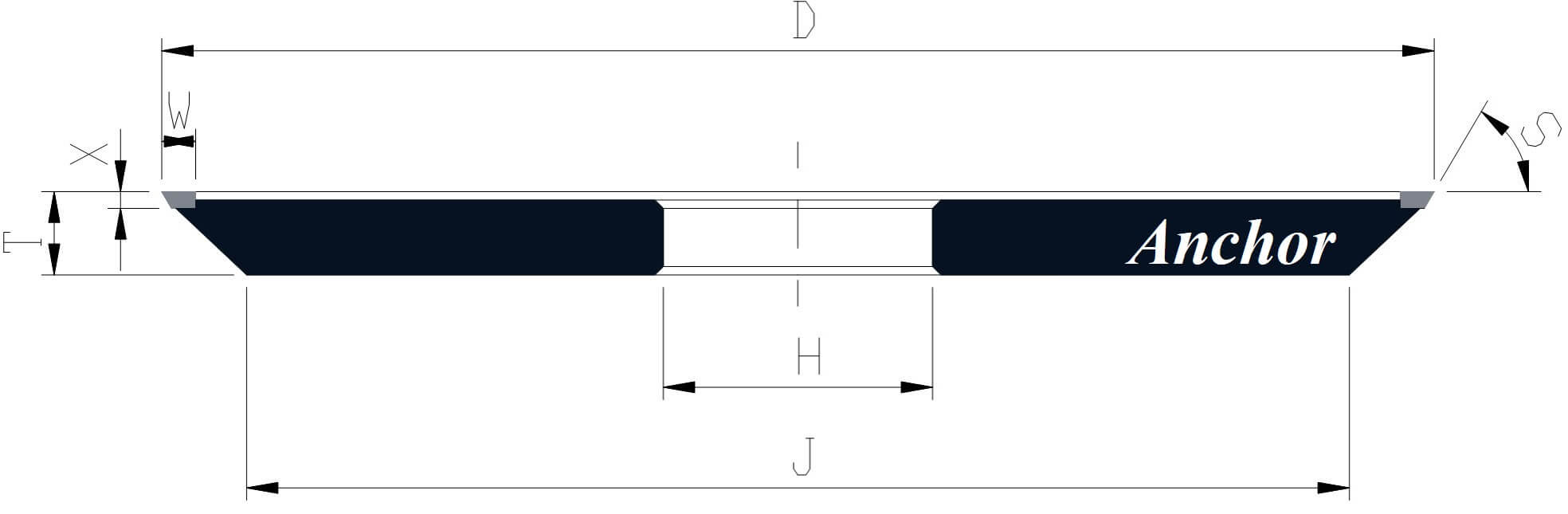
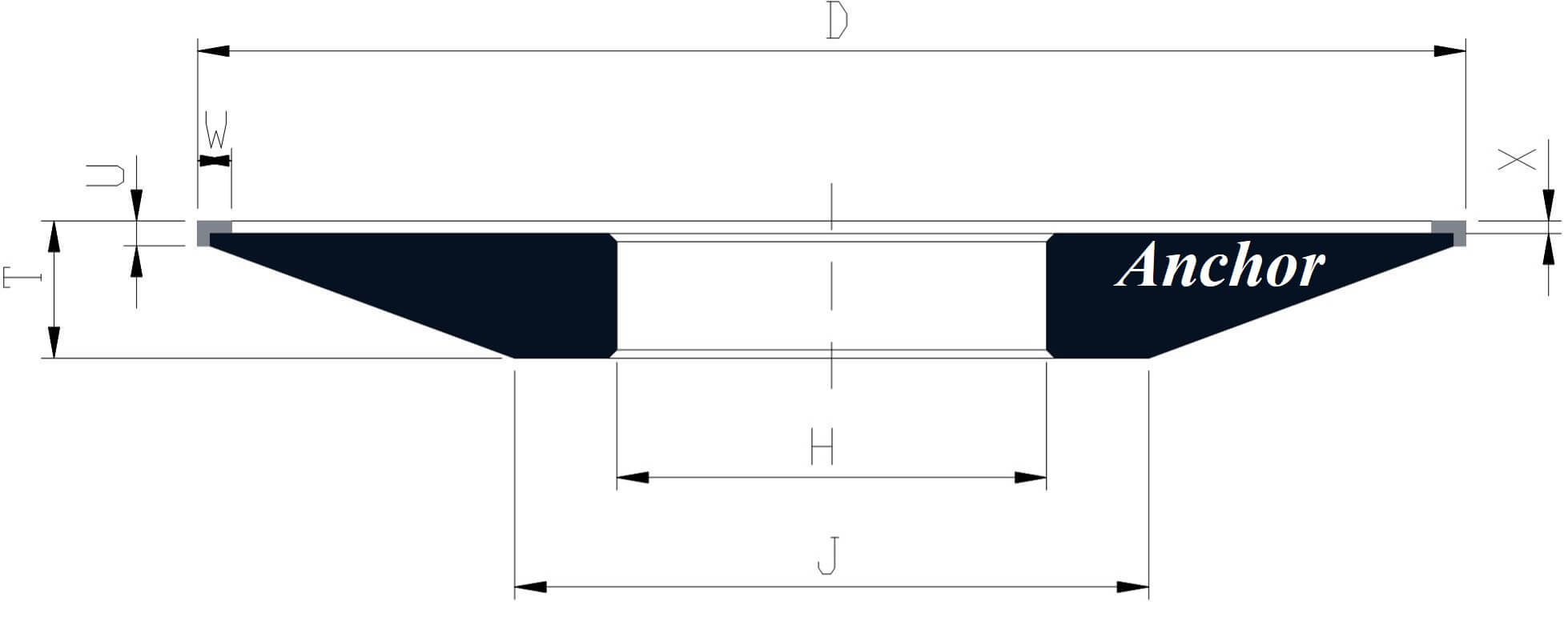
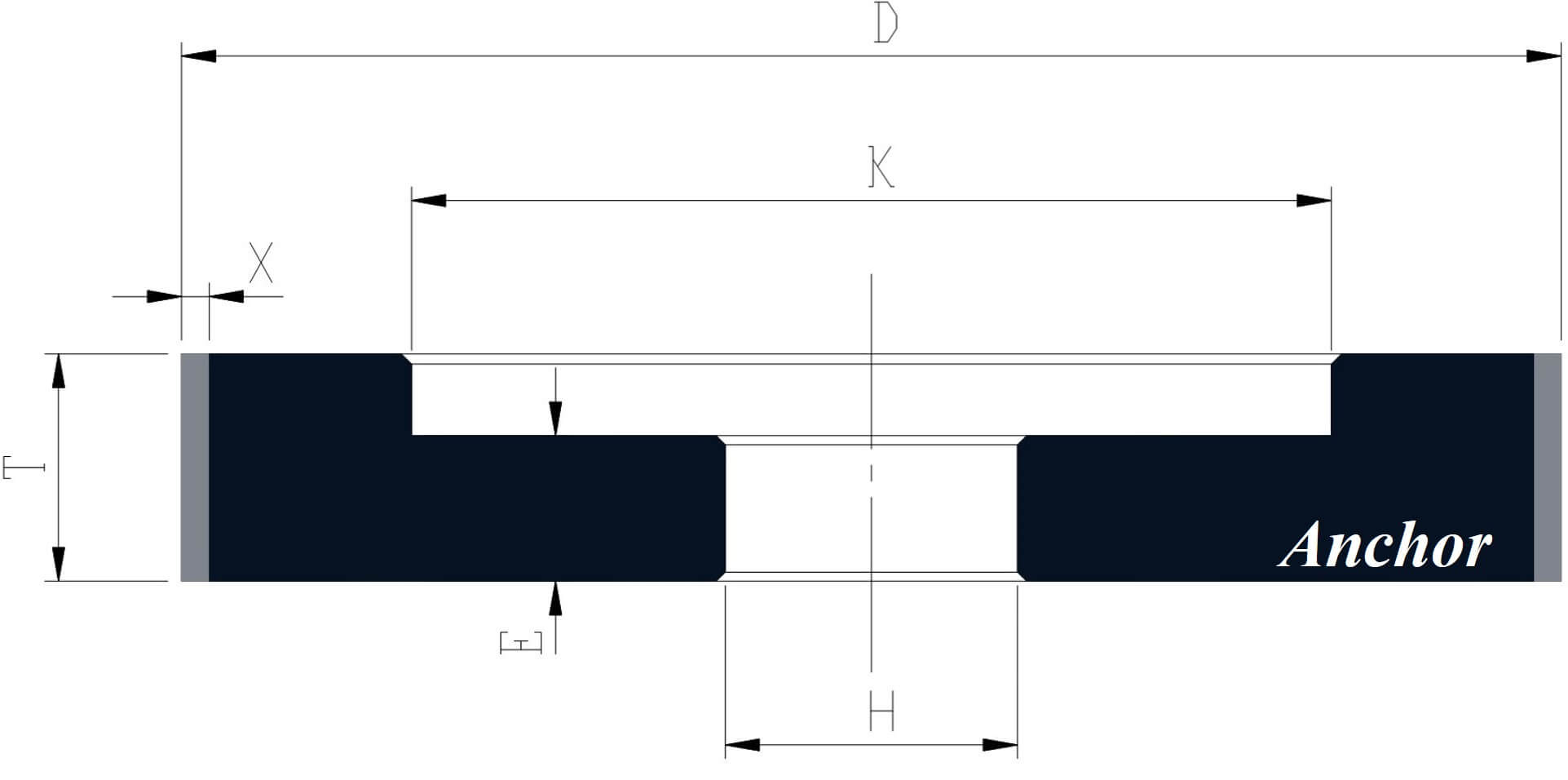
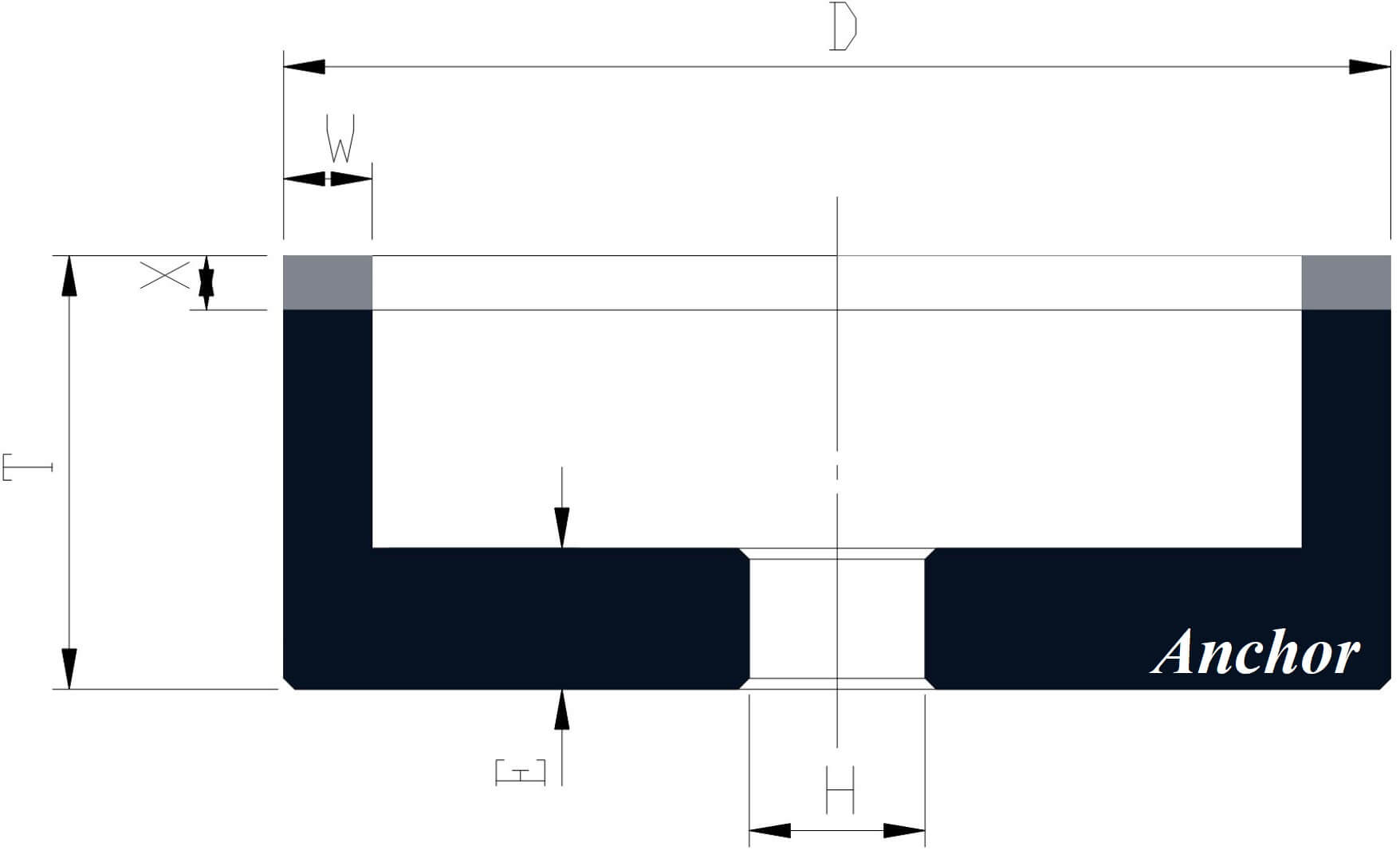
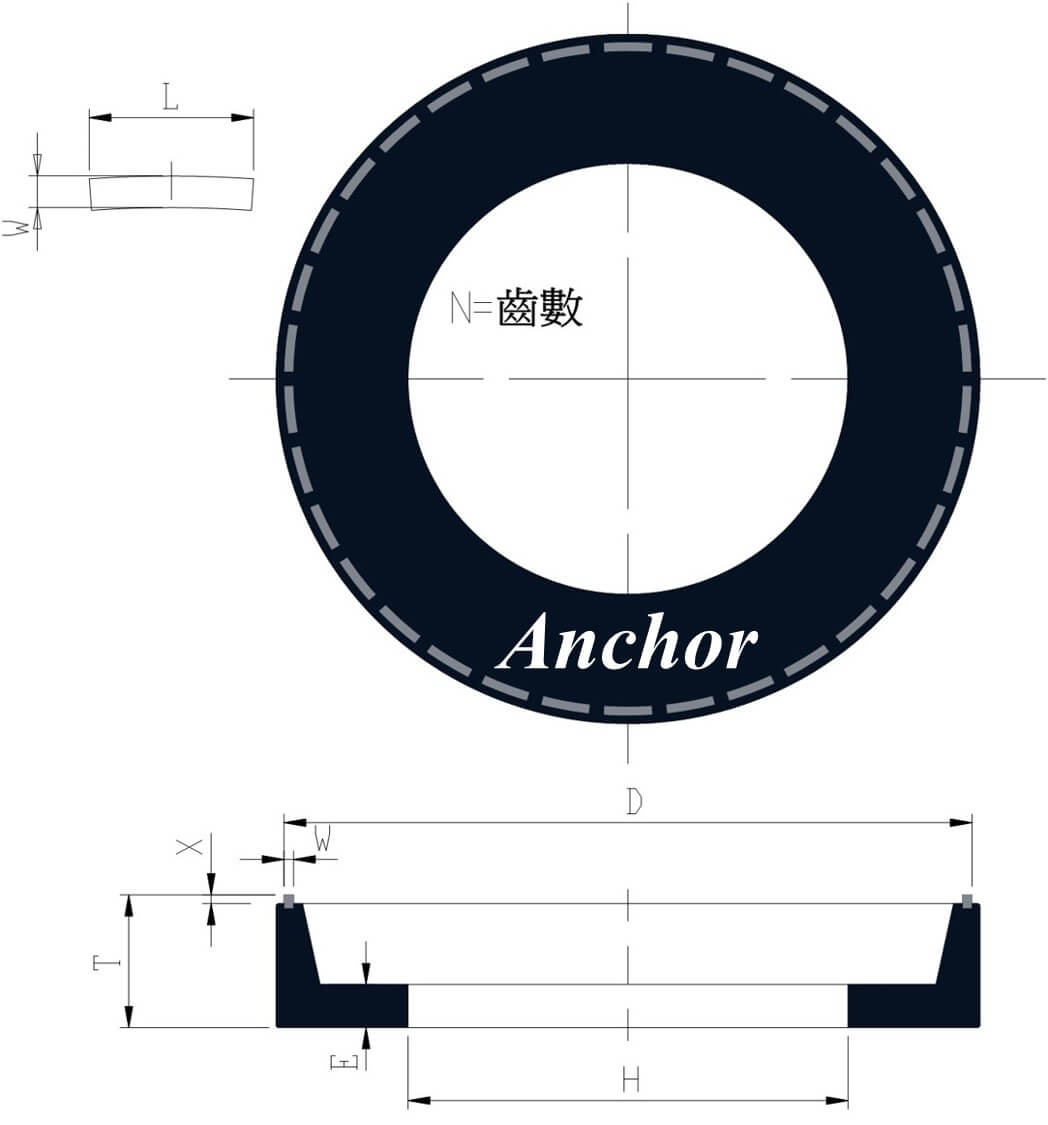
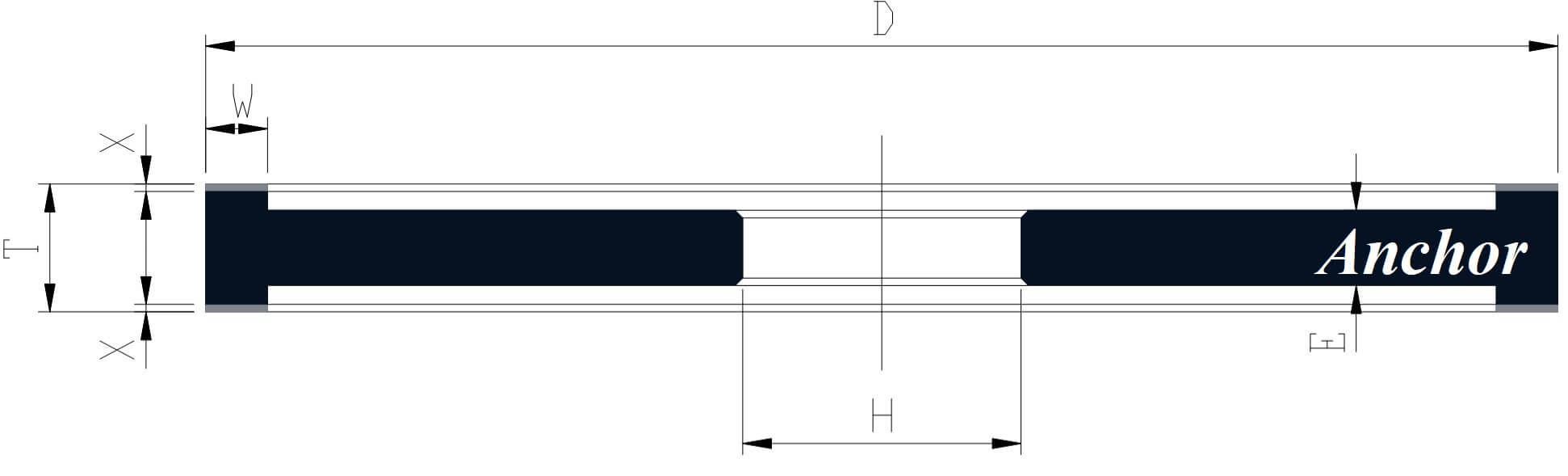
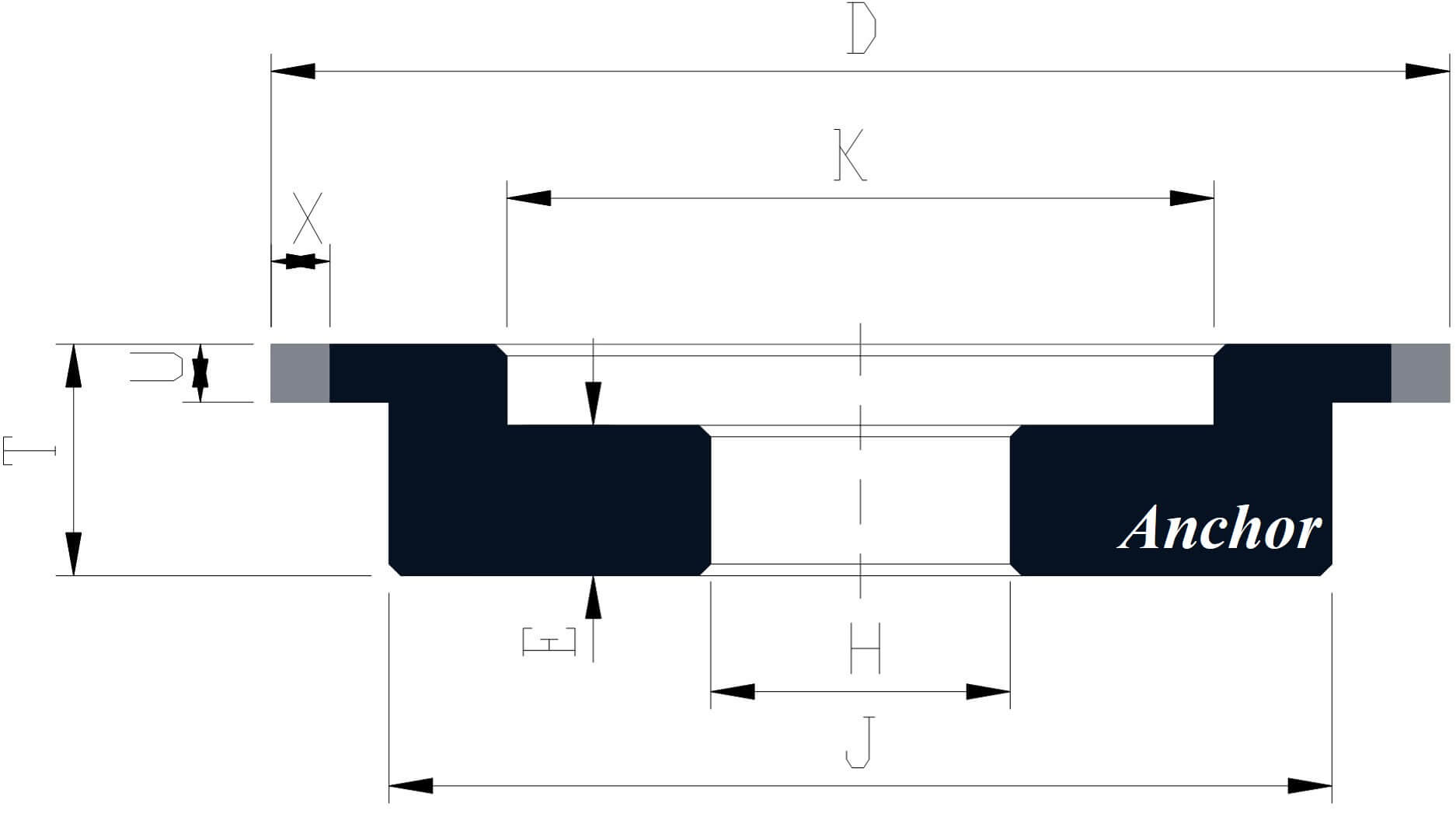
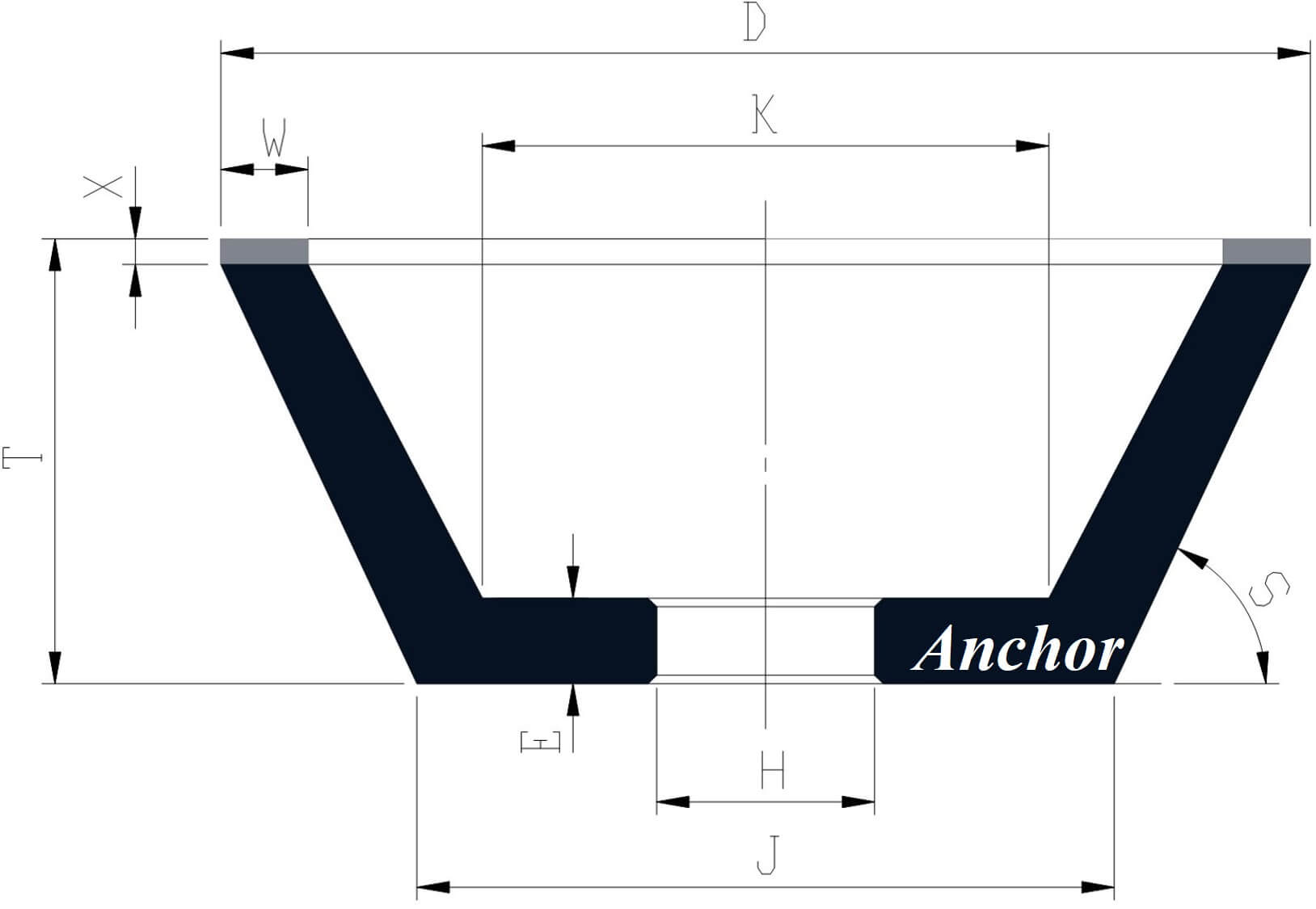
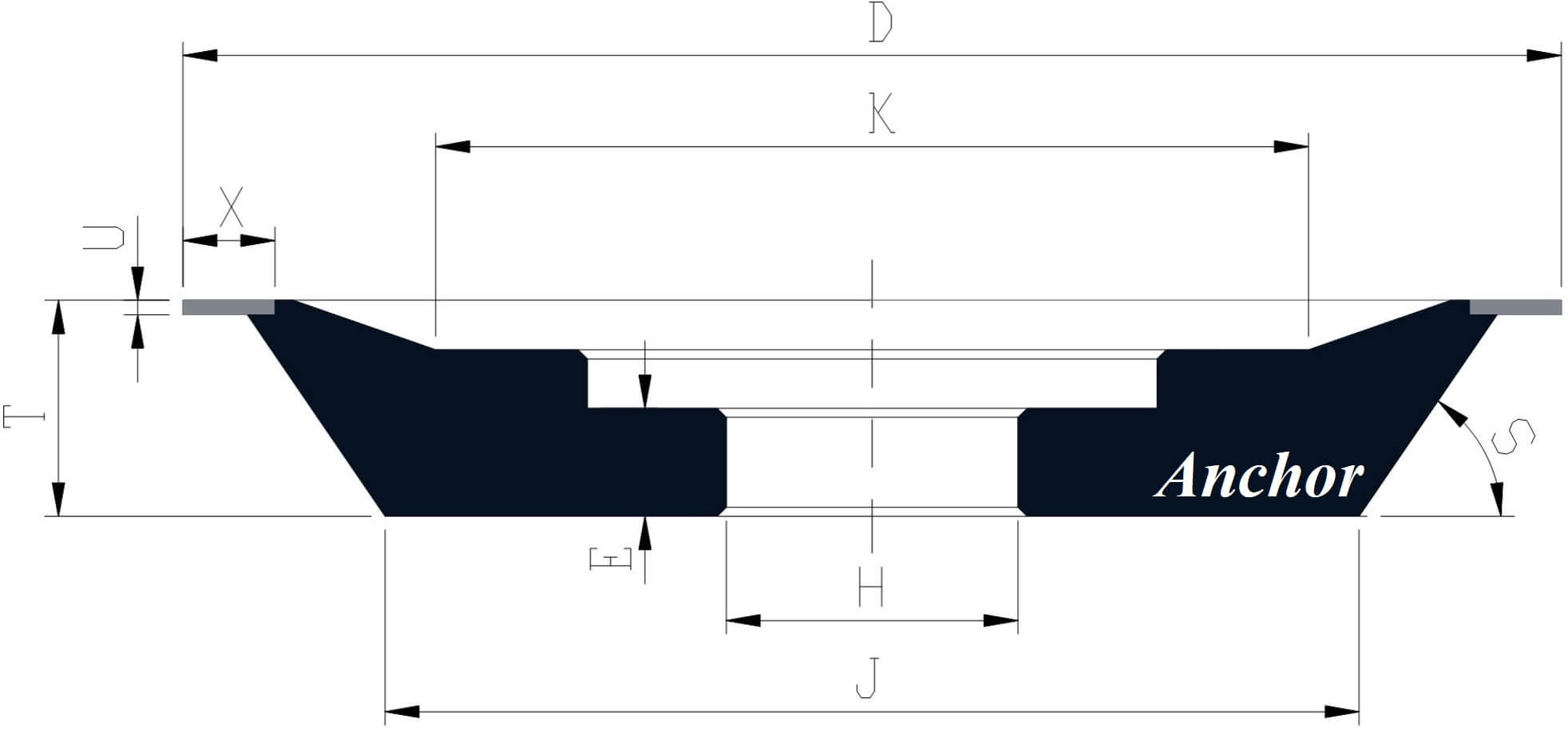
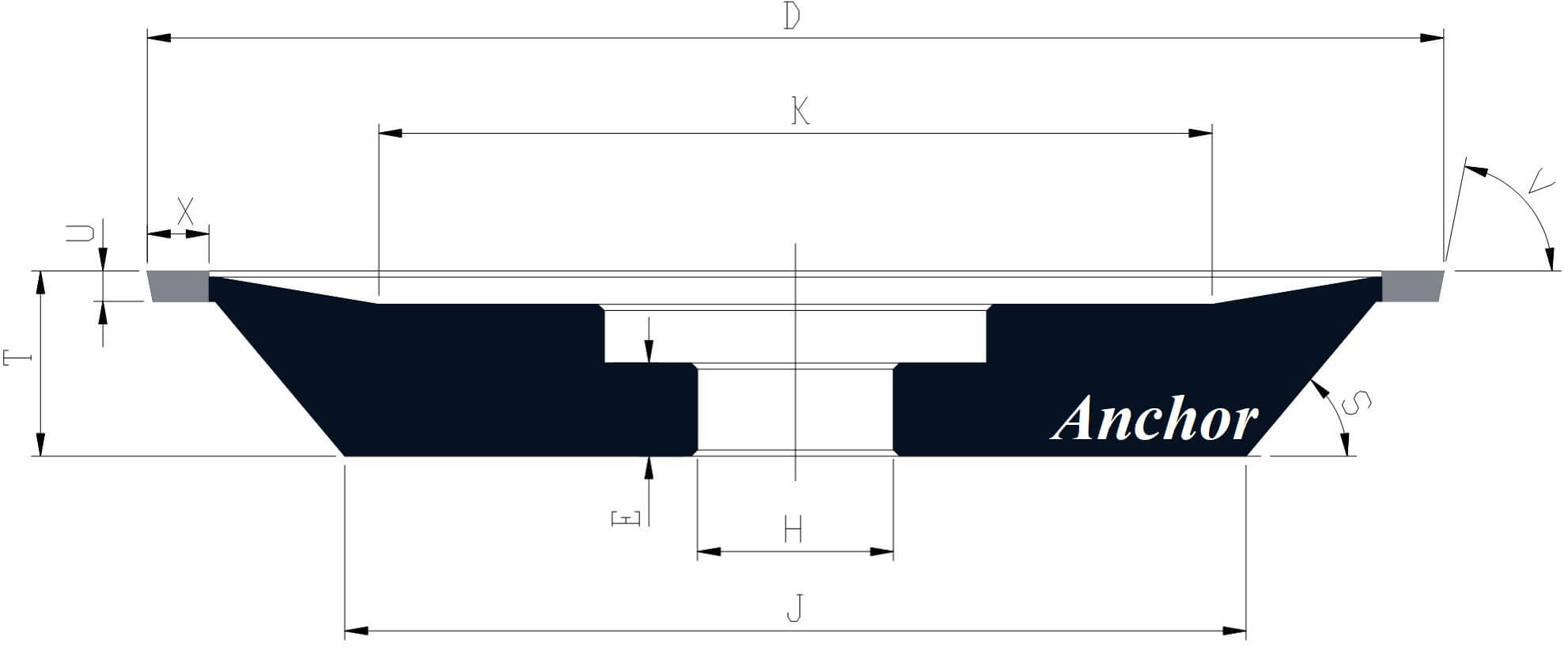
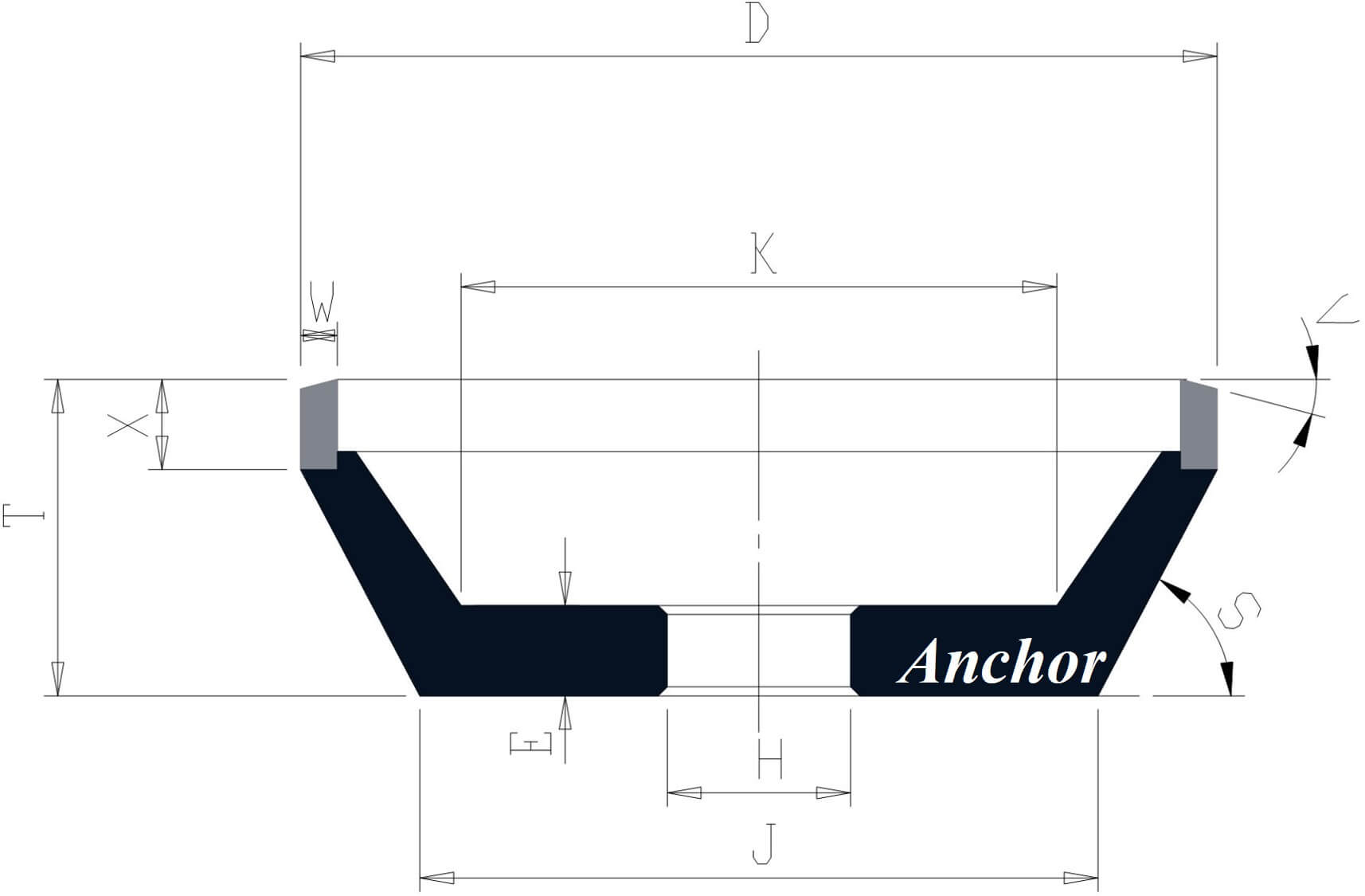
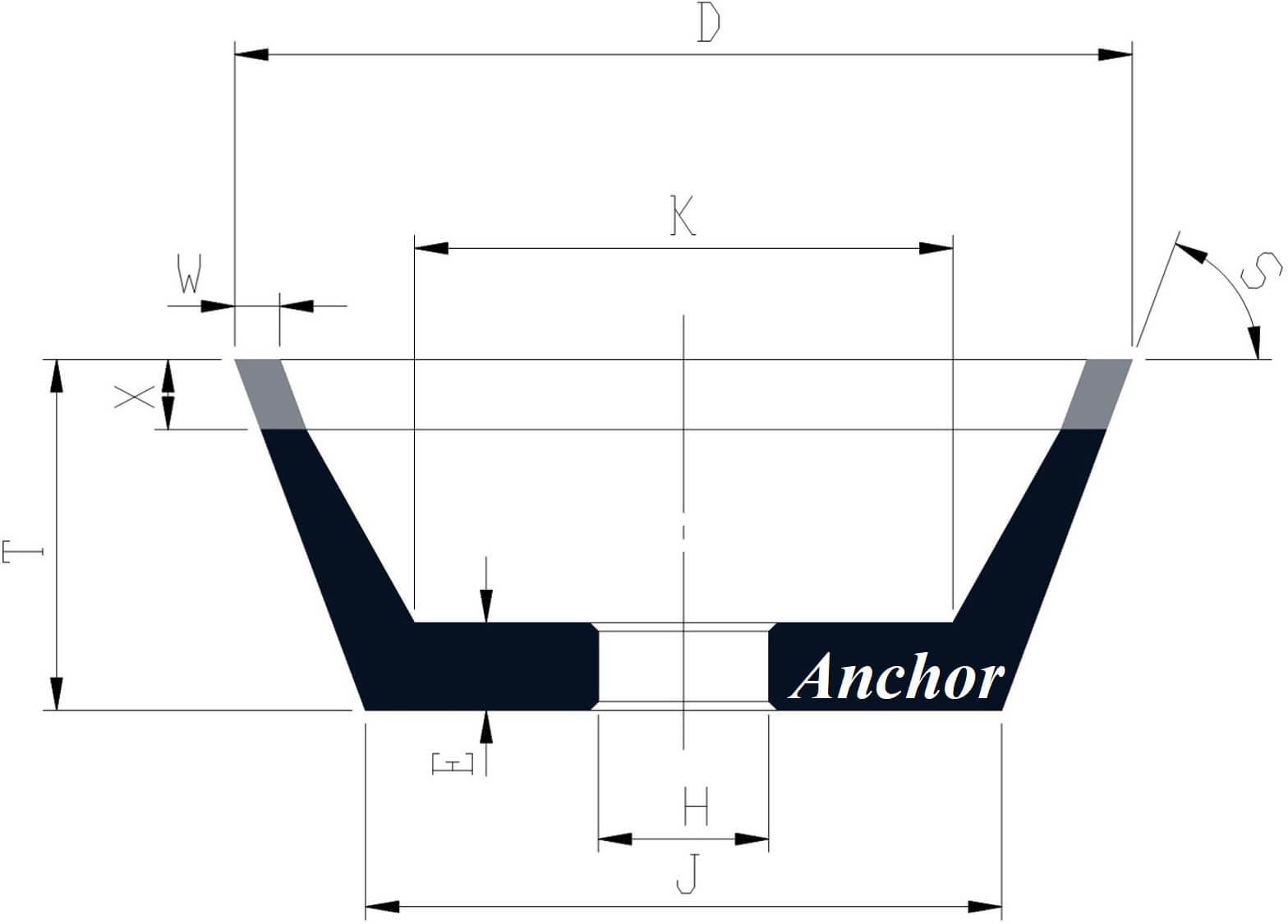
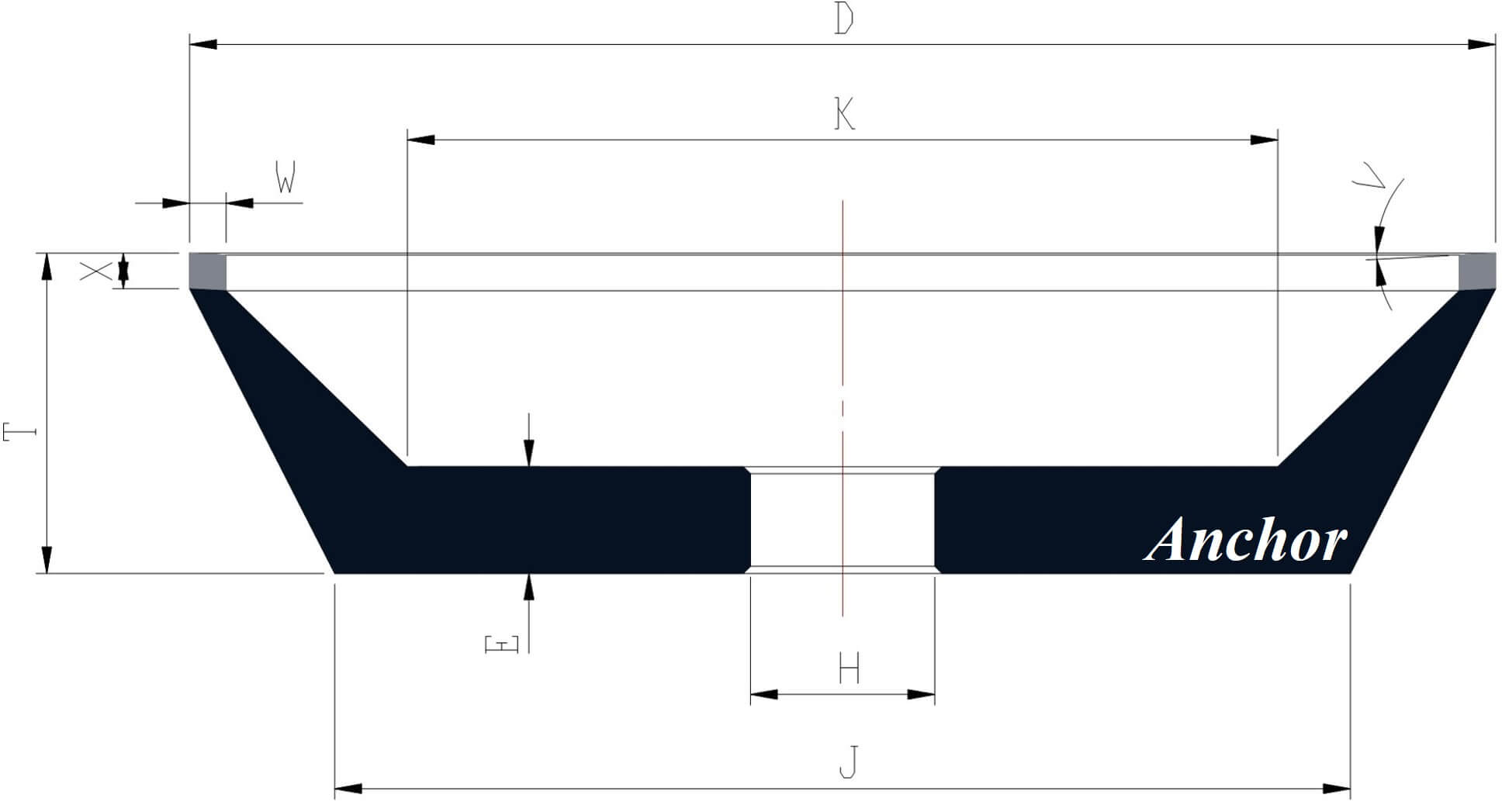
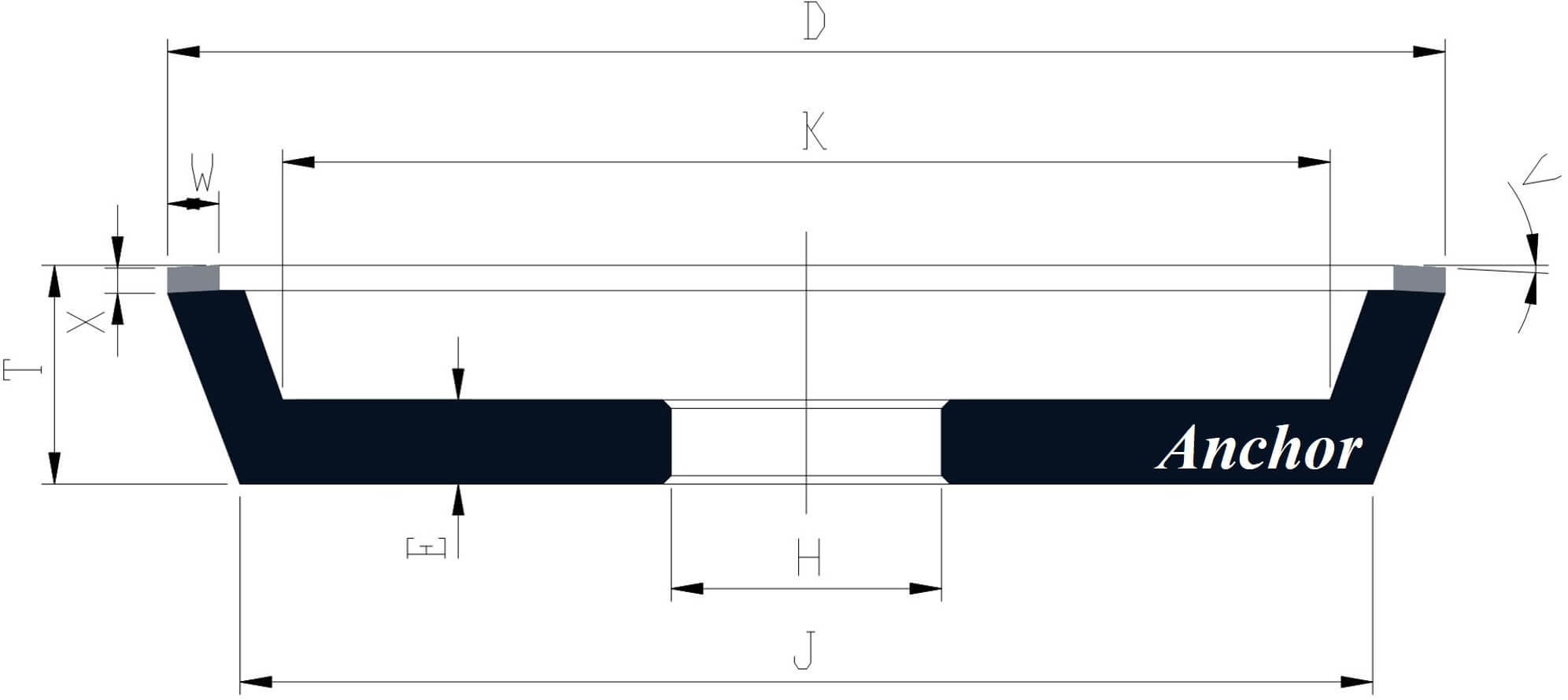
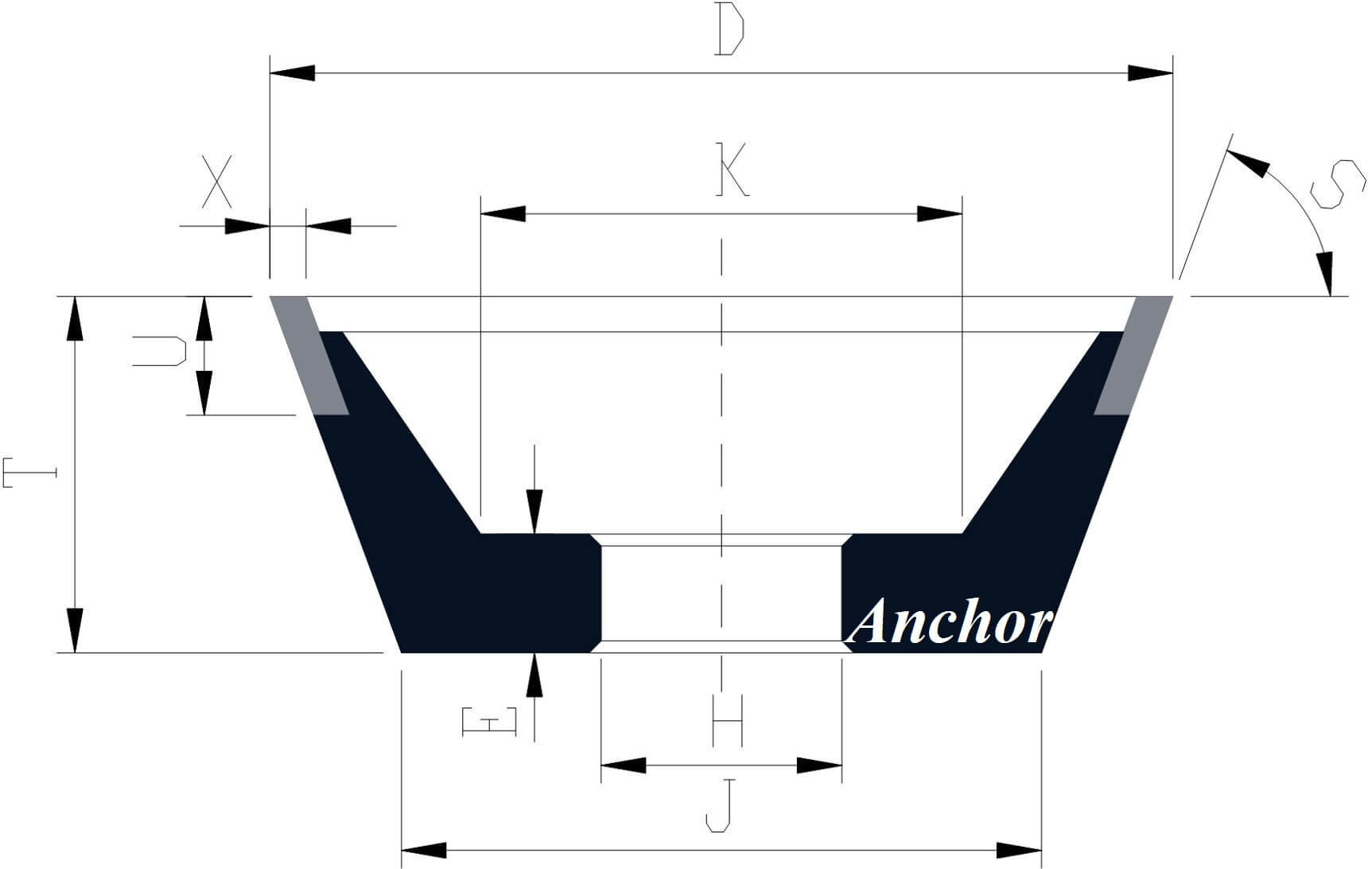
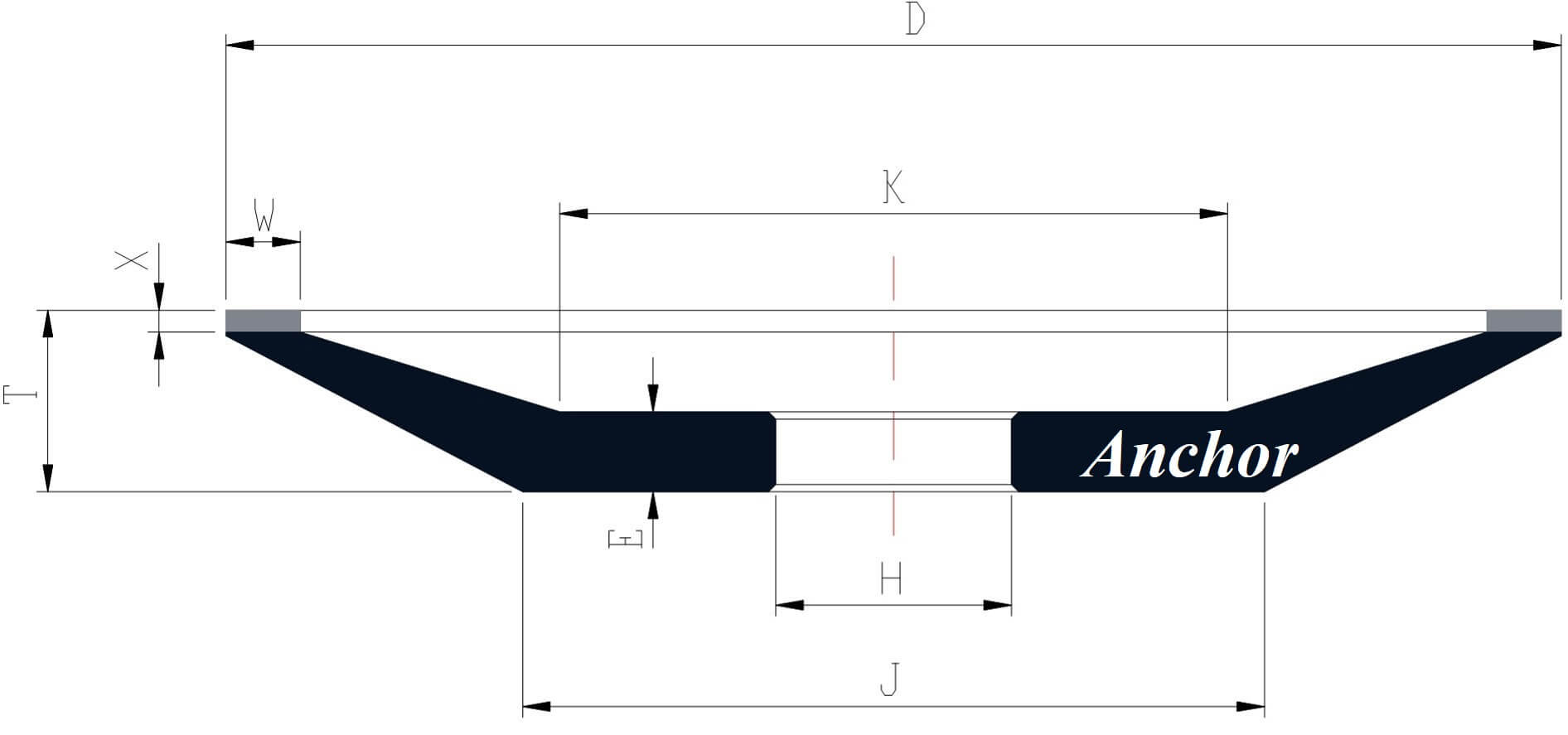
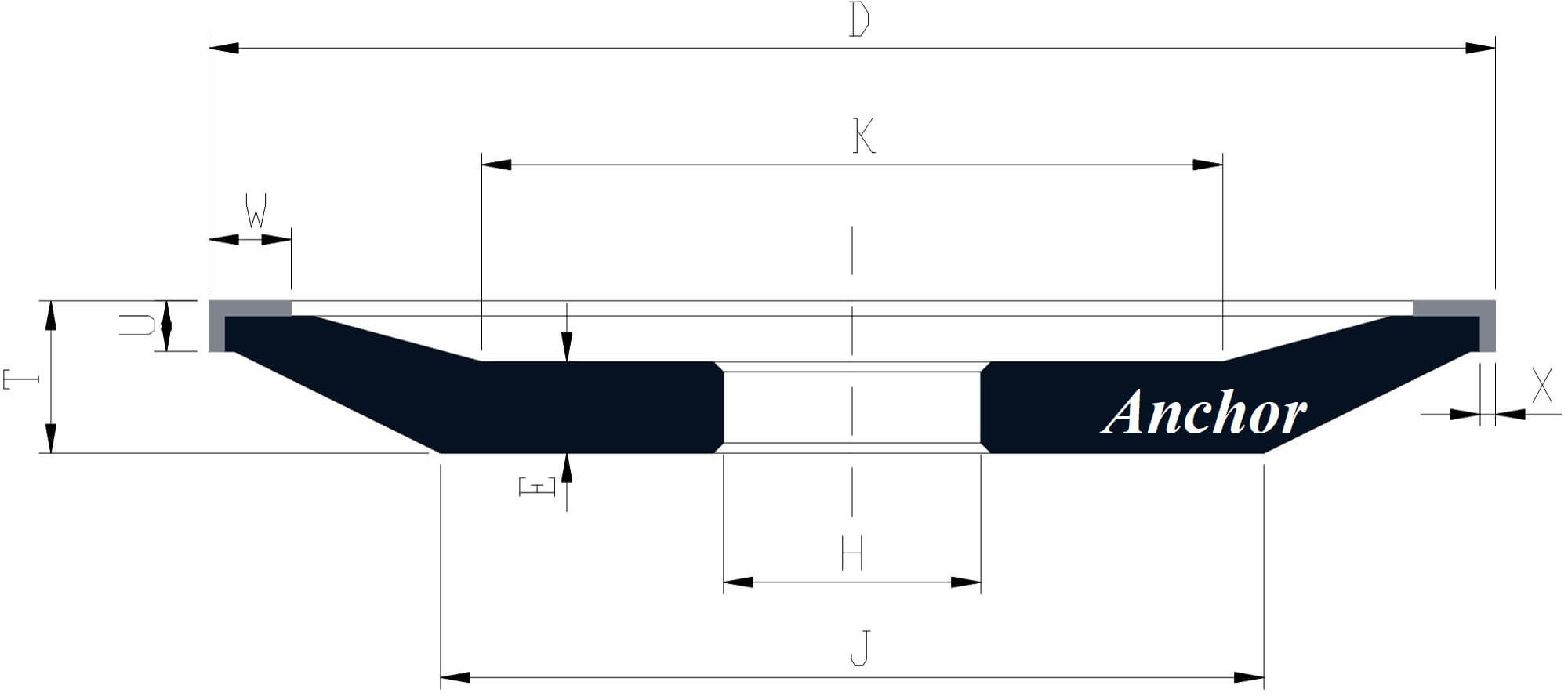
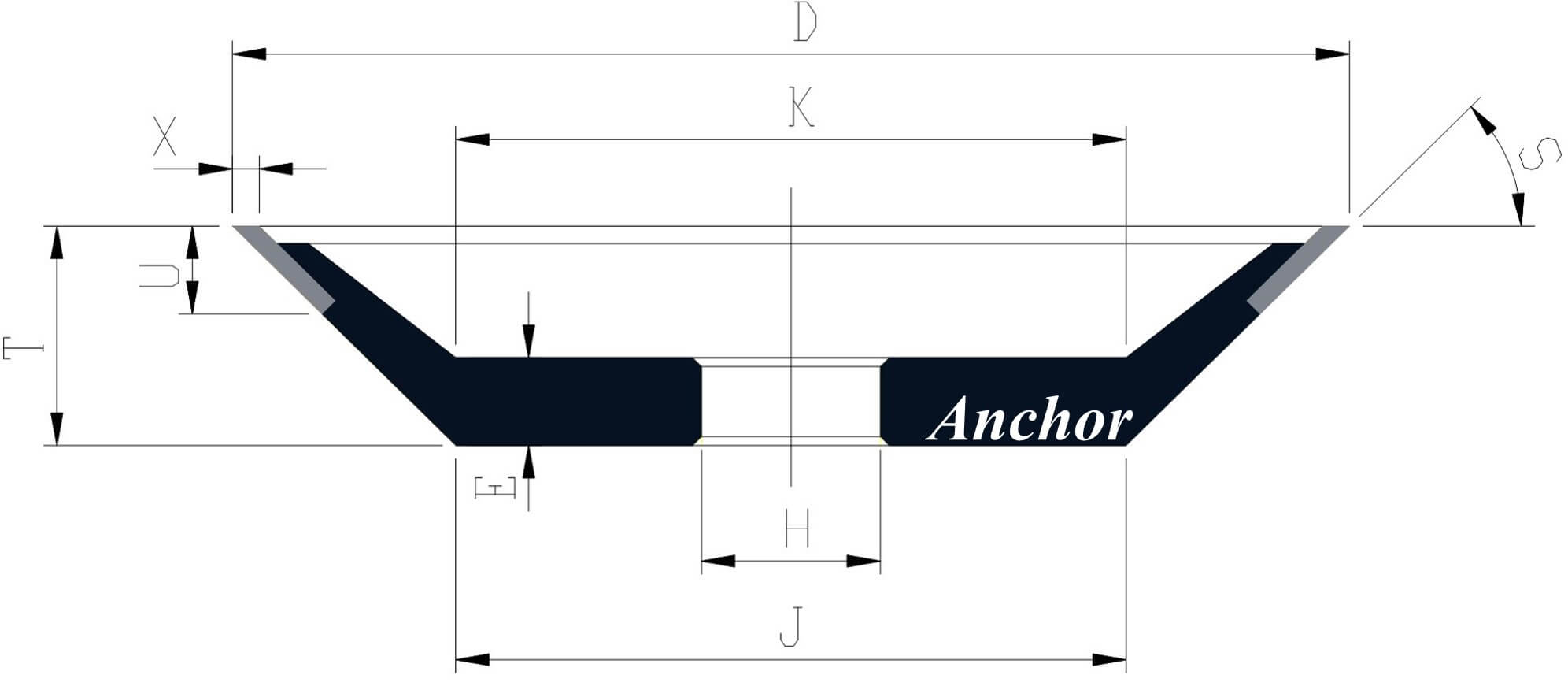
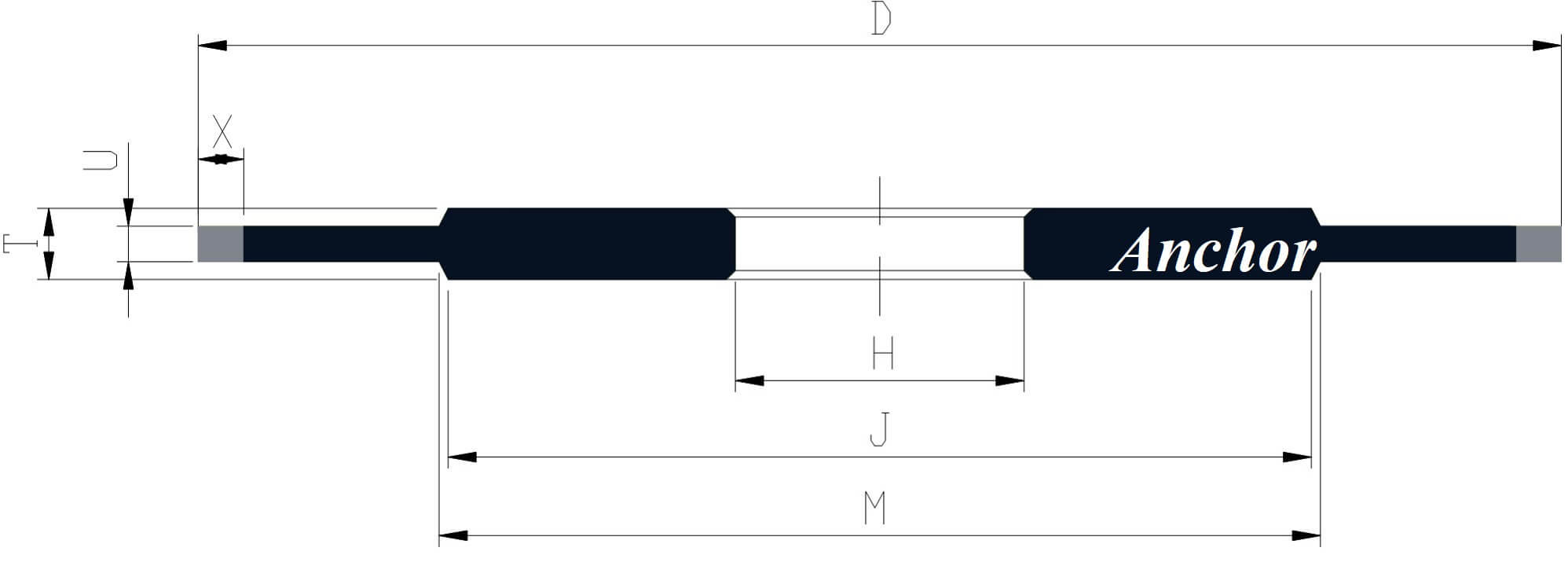
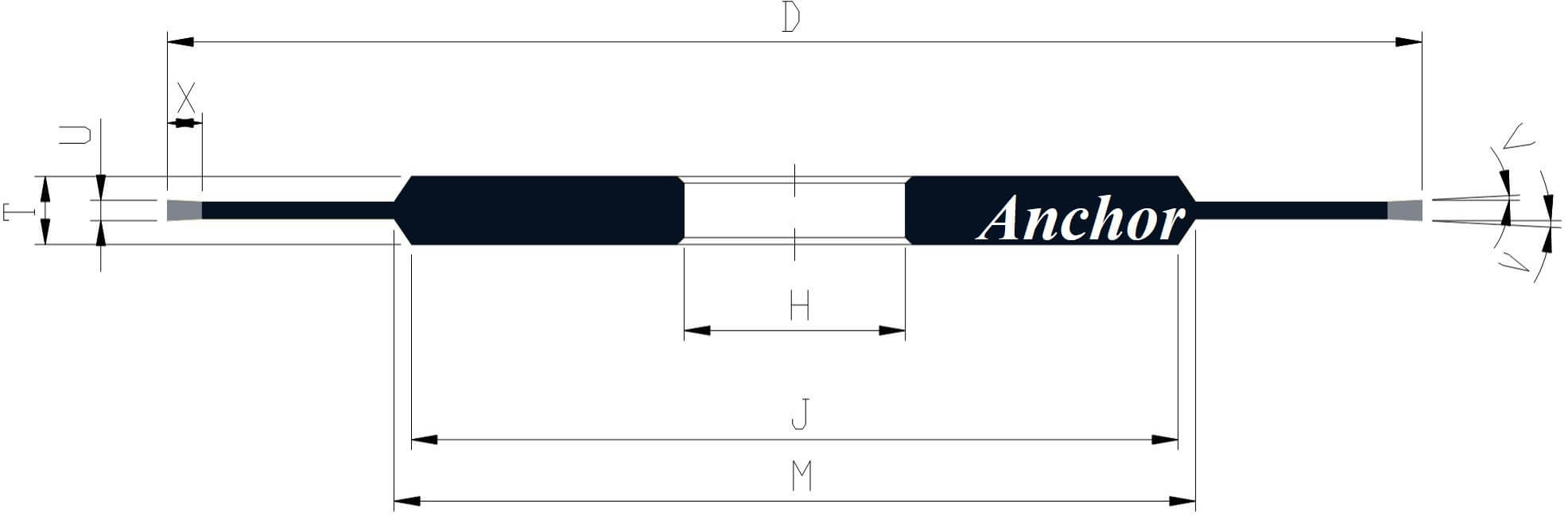
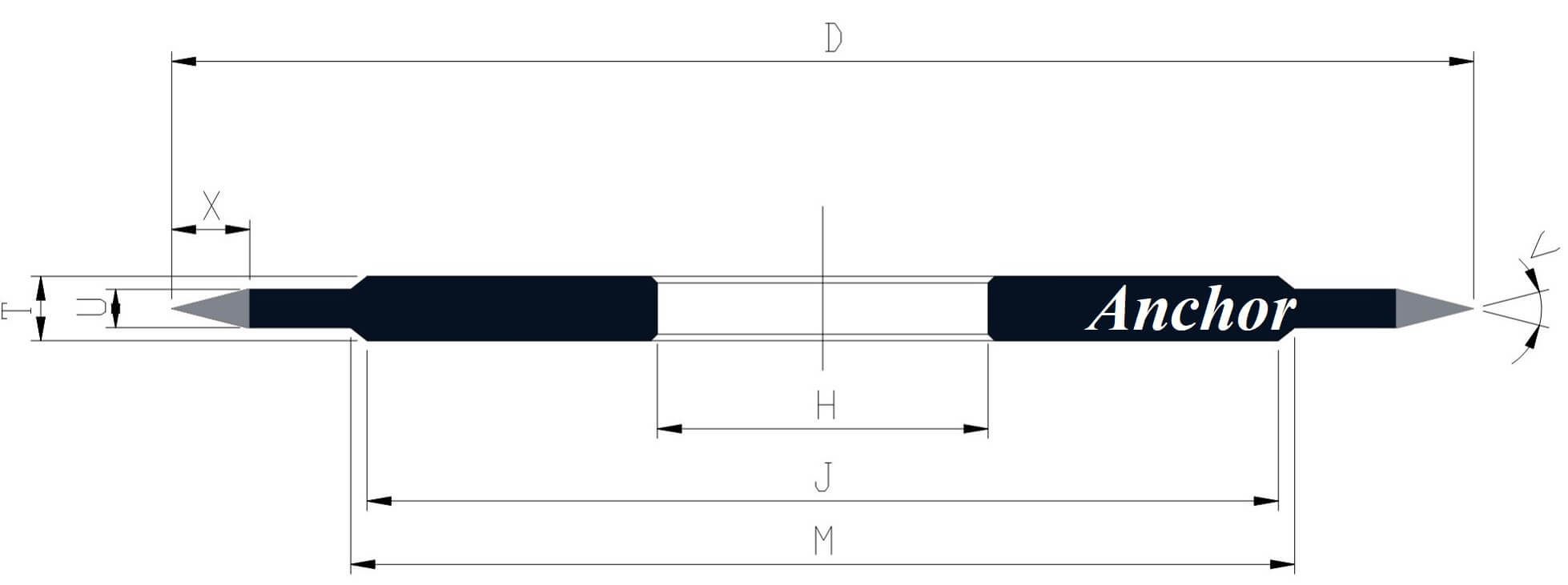
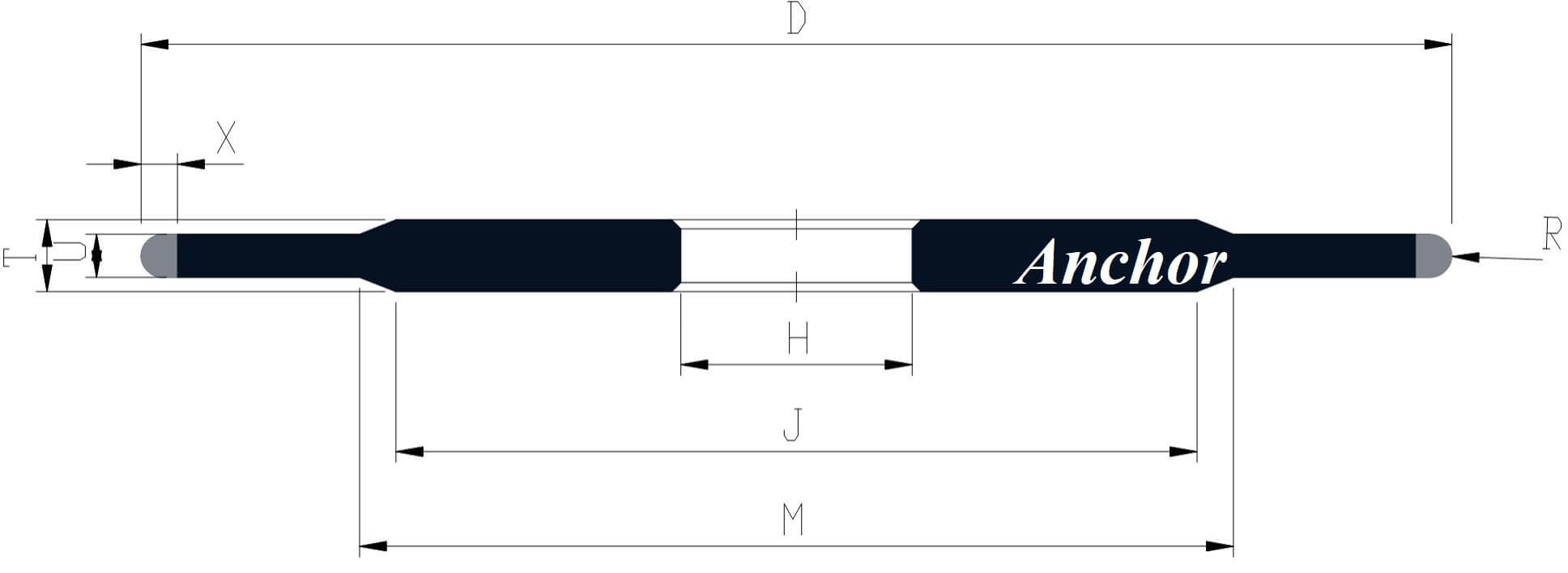
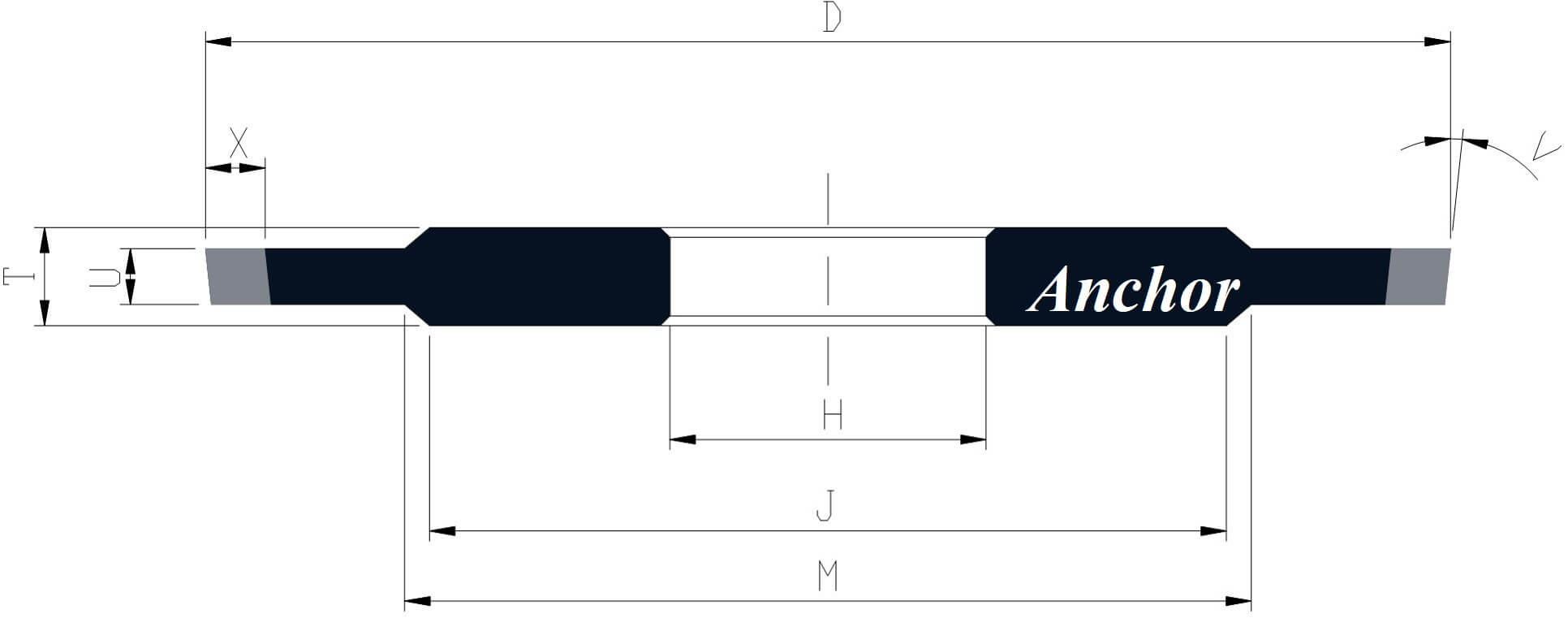
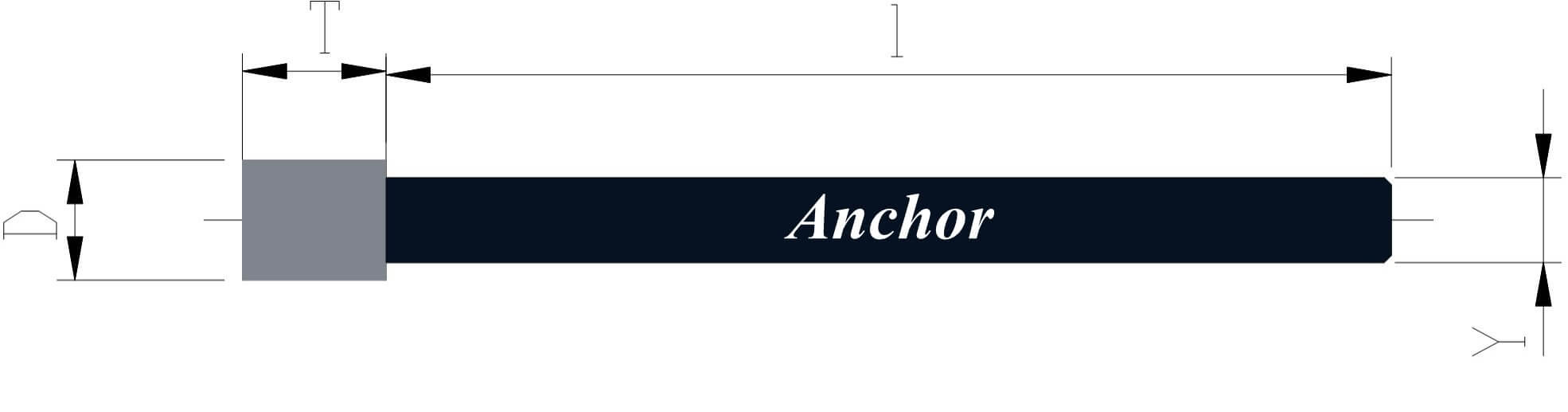
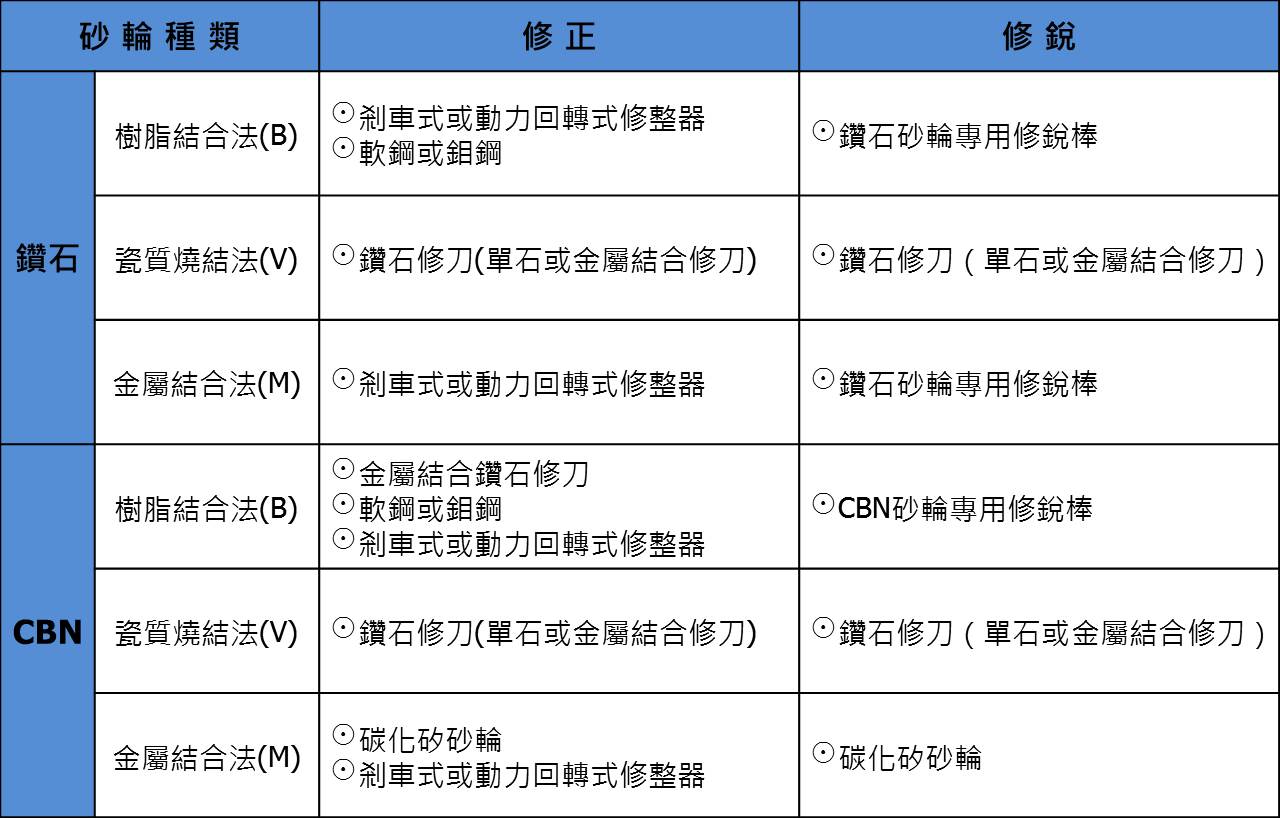
係利用結合劑將鑽石粉末(或CBN粉末)固定作為工具使用者,是鑽石磨輪、鑽石研磨輪的總稱。
碳化鎢 碳化物工具 陶金 陶瓷 鑄鐵 鐵氧磁體(Ferrite) 玻璃、強化玻璃纖維 石英、矽晶、水晶、寶石 石材 水泥、混凝土、瀝青 磁磚、羅浮磁磚 塑膠、橡膠 石棉、耐火材料
高速鋼工具鋼合金工具鋼軸承鋼不銹鋼鉻鋼熱處理鋼特殊合金鋼耐熱鋼特殊鑄鐵鋁鎳鈷(Alnico)英高鎳(Inconel)鈦合金
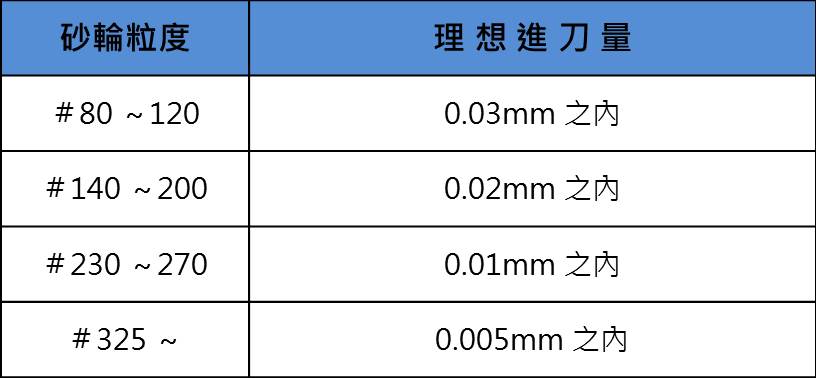
a.機械方面:(1)精密的心軸(2)良好的機台剛性(3)足夠的工作馬力(4)穩定的回轉速度及推進速度b.砂輪安裝:(1)砂輪孔與機械心軸是H6契合度(2)緣擺在0.01mm之內,面擺在0.02mm之內(3)完美的真圓度
在可能範圍內採用濕式研磨為宜(若不得已,加噴霧或空氣吹送),因研磨液對研磨加工面粗度、表面精度、砂輪銳利性及砂輪壽命都有很大的影響。